Фрезерные станки с верхним расположением шпинделя (копироаально-фрезерные)
Конструкция
Копировально-фрезерные станки используют в основном для фрезерования боковых и фигурных верхних поверхностей заготовок, и для выборки несложных и фигурных полостей, пазов, гнезд. Конструкция их несложна.
На станине посредством суппорта закреплен стол, что поднимается и опускается винтовым механизмом посредством маховичка . Над столом на суппорте укреплен электродвигатель, вал которого помогает одновременно и шпинделем. Электродвигатель трудится на токе повышенной частоты.
Шпиндель-вал перемещают посредством педали.
На станине подвижно закреплена револьверная головка. Корпус револьверной головки имеет форму косо усеченного цилиндра, на котором закреплены упорные винты 6, Головка поворачивается вокру гси благодаря чему установочный винт суппорта может опираться на любой упор револьверной головки.
Выдвигая упорные винты на оазличную величину (выбираемую в зависимости от профиля обработки) и устанавливая их против установочного винта, возможно изменять положение шпинделя по высоте относительно стола.
 (фрезерный, станок, верхний)")
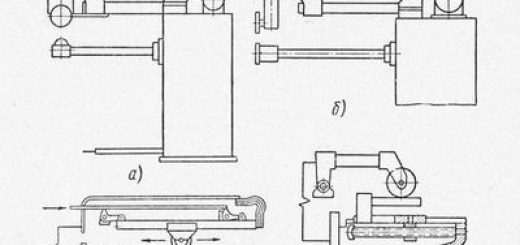
Рис. 1. Схема несквозного фрезерования по упорам: 1,4 — упоры, 2 — направляющая линейка, 3 — фреза, 5 — заготовка
Рис. 2. Виды обработки на фрезерных станках с верхним размещением шпинделя
Рис. 3. Одношпиндельный копировальный станок ВФК-1: 1 — педаль, 2 — копировальный палец, 3 — стол, 4 — обрабатываемая заготовка, 5 — фреза, 6 — упорный винт, 7 — ограничительные упоры, 8 — револьверная головка, 9 — шаблон, 10 — маховичок механизма перемещения стола по высоте
В столе станка соосно с фрезой закреплен копировальный палец 2. Изменяют высоту положения пальца поворотом рукоятки; имеется четыре фиксируемых положения пальца по высоте. К приспособлению для установки обрабатываемой подробности крепится железный (либо фанерный) шаблон, внутренняя кромка которого обводится по копировальному пальцу, причем фреза повторяет конфигурацию шаблона.
Настройка станков
При установке фрезы на копировально-фрезерный станок нужно смотреть за тем, дабы величина заднего угла была хорошей. Для этого на патроне нанесены риски 30° и 50°.
К примеру, в то время, когда необходимо обрабатывать древесину жёстких пород, то задний угол возможно довольно маленьким, и тогда режущую кромку фрезы устанавливают около риски 30°; при фрезеровании древесины мягких пород кромка обязана пребывать против риски 50°.
Чтобы выяснить настройку копировально-фрезерного станка, нужно ознакомиться с используемыми при фрезеровании приспособлениями.
На копировалыю-фрезерных станках заготовки обрабатывают в приспособлениях, на каковые устанавливают один либо пара шаблонов. Приспособления позволяют надежно базировать заготовки пластью и минимум двумя кромками, и скоро закреплять и освобождать их.
Приспособление, именуемое копировальной доской, складывается из основания с опорными брусками, служащими опорой для пластин эксцентриковых зажимов. Снизу к основанию на винтах крепят сменные шаблоны /, //, ///.
Заготовку ориентируют по ограничительным брускам и зажимают эксцентриками.
Пример фрезерования с применением трех шаблонов для выбор, ки профильного углубления приведен на рис. 162. Величина слоя древесины, снимаемого при фрезеровании верхней части углубления громаднейшего контура, образовывает 10 мм, второго (среднего) — 22 мм и нижнего — 32 мм.
Фреза может углубляться лишь на величину, меньшую либо равную ее диаметру. Следовательно при диаметре фрезы, к примеру, 12 мм возможно обработать заготовку за шесть переходов: за первый переход выбирают 10 мм, за второй и третий — по 11 мм (всего 22 мм), за четвертый, пятый и шестой — по 10—11 мм (всего 32 мм).
Рис. 4. Копировальная доска для фрезерования: 1 — эксцентриковые зажимы, 2 —пластина, 3 — заготовка, 4, 6 — опорные бруски, 5 — вырез для руки, 7 — ограничительный брусок, 8 — основание; I, II, III — шаблоны
Настройка станка содержится в установке стола по установке и высоте упоров на револьверной головке. Для этого на стол укладывают приспособление с шаблонами и поворачивают револьверную головку, получая того, дабы опорный винт суппорта опирался на главный (базисный) упор головки.
После этого нажимают на педаль, дабы опустить шпиндель на базисный упор револьверной головки, и устанавливают стол по высоте так, дабы расстояние от торца фрезы до верхней пласти заготовки было равняется 8—10 мм.
После этого устанавливают второй упор головки. В нашем случае для обработки подробности по второму шаблону (два перехода) необходимо установить второй упор ниже главного базисного на 11 мм и третий — на 22 мм.
При фрезеровании по третьему шаблону (три перехода) в работе будут принимать участие следующие три упора, каковые должны быть ниже базисного соответственно на 32, 42 и 54 мм. Седьмой и восьмой упоры остаются в резерве.
Работа на станках
Фрезерование делают в таковой последовательности. Нажимая на педаль, поднимают шпиндель, устанавливают на столе приспособление так, дабы копировальный палец входил в прорезь первого шаблона и не касался второго, и фиксируют палец в этом положении.
Укладывают в приспособление заготовку и закрепляют ее. Включают электродвигатель и, в то время, когда он разовьет нужную частоту вращения, отпускают педаль (наряду с этим опорный винт суппорта шпинделя опирается на базисный упор), перемещают вручную приспособление с заготовкой по контуру первого шаблона.
Образовав контур, вручную передвигают шаблон, информируя ему возвратно-поступательное перемещение до тех пор, пока не будет выбрана древесина в плоскости, ограниченной контуром. Выбрав верхнюю часть углубления, переходят к обработке по второму и третьему шаблонам.
В случае если глубина выбранного профильного паза меньше либо больше предусмотренной, необходимо, ослабив контргайку и поворачивая винт упора, снизить размер его выступающей части (при меньшей глубине паза) либо расширить (при глубине паза, превышающей задан-ную). Контур обработанной заготовки будет соответствовать заданному, в случае если диаметр пальца будет равен диаметру фрезы.
Лишь при износе шаблона используют пальцы, диаметр которых превышает диаметр фрезы на величину износа. Обработанная часть заготовки (н пример, пазы) может оказаться перемещённой довольно базисных кр мок.
В этом случае направляться переместить шаблон либо поменять положение упорных линеек.
Рис. 5. Последовательность обработки заготовки по шаблонам: а — по шаблону /, б — по шаблону //, в — по шаблону III, I — заготовка, 2 — фреза, 3 — копировальная доска, 4 — шаблон