Горновая или кузнечная сварка
Горновая сварка — старейший вид сварки давлением. в течении практически трех тысячелетий человечество обширно пользовалось железом, не умея его расплавить, исходя из этого к железу не было возможности использовать в далеком прошлом известную литейную сварку и была изобретена горновая сварка, метод, как бы предназначенный для железа.
развитию и Расцвету горновой сварки очень содействовал и сам метод производства железа, существовавший в течении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь необходимо нагревать до температуры 1100—1300 °С, по крайней мере выше точки превращения
Разглядим коротко главные процессы, происходящие в металле с увеличением его температуры, остановившись для примера на углеродистых сталях. С увеличением температуры по достижении критической точки Ас% простое а-железо переходит в -у-же-лезо, прекрасно растворяющее углерод много.
Наряду с этим перлит и цементит стали исчезают, углерод распределяется равномерно по объемуметалла, что переходит в однородный аустенит. При предстоящем увеличении температуры отмечается рост зерен металла’, т. е. границы между зернами исчезают, пара небольших зерен срастаются в одно большое зерно, стремясь уменьшить неспециализированную свободную поверхность.
При данной температуре и начинается сварка, т. е. образование в пограничной территории новых кристаллических зерен, заимствующих материал для собственного роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с повышением давления и температуры в известных пределах. При чрезмерном увеличении температуры смогут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к понижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии очень разна у разных металлов. Хорошей свариваемостью владеет низкоуглеродистая сталь.
С увеличением содержания углерода свариваемость скоро падает, и стали с содержанием углерода более чем 0,7% не хорошо свариваются давлением. Не хорошо свариваются кроме этого многие легированные стали, цветные металлы.
Чугун фактически не сваривается давлением в пластическом состоянии.
Место сварки возможно нагревать разными источниками тепла. Особенно больших температур не нужно, и нужный нагрев возможно взят в горнах и различных печах, отапливаемых жёстким, жидким либо газообразным горючим.
Большая часть простых горючих материалов при сжигании их с воздухом в печах надлежащего устройства снабжает достаточный на грев.
Поверхности свариваемых подробностей, кроме того шепетильно зачищенные предварительно, в ходе нагрева в большинстве случаев существенно окисляются, слой окислов делает сварку неосуществимой. Для очистки поверхности сварки от окислов нужно прибегать к химической очистке, используя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в ходе осадки и, так, разрешающие приводить в соприкосновение совсем чистые поверхности металла.
При нагревании стали образуется металлическая окалина, состав которой колеблется между окислами FeO и Fe304, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют главной темперамент, исходя из этого для их офлюсования либо ошлакования, т. е. перевода в легкоплавкие соединения, жидкие при температуре сварки, направляться использовать окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки.
Флюсами при горновой сварке могут служить: бура Na2B407, борная кислота В(ОН)3, поваренная соль NaCl, небольшой речной либо кварцевый песок, бой оконного стекла, и их смеси.
По окончании нагрева и офлюсования места сварки делают операцию осадки. Осадка приводит к значительной деформации металла, течение его на протяжении поверхностей соединения, содействующее взаимной диффузии и перемешиванию частиц металла соединяемых частей.
Величина нужного удельного давления при осадке зависит от особенностей свариваемого температуры и металла нагрева. Чем выше нагрев, тем меньшее требуется давление осадки.
Осадка может производиться ручной либо механической проковкой места сварки, прессованием, прокаткой. Таким методом возможно взята, к примеру, многослойная листовая сталь. Подобным же образом изготовляют биметалл при помощи совместной прокатки разогретых заготовок, к примеру никеля и стали, углеродистой и нержавеющей стали либо меди и т. д.
")
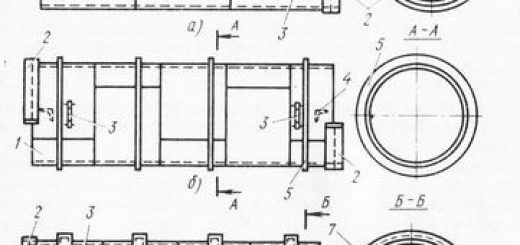
Рис. 1. Подготовка изделий под горновую сварку: 1 — внахлестку; 2 — вразруб; 3 — врасщеп
При горновой сварке неизменно достаточно громадна возможность оставления окислов, других загрязнений и окалины на поверхностях металла, подлежащих сварке. Нагрев до пластического состояния не снабжает удаления загрязнений в ходе осадки, в особенности при больших размерах сечений сварки.
Исходя из этого для увеличения надежности горновой сварки стремятся расширить поверхность соприкосновения соединяемых частей; с целью этого поверхность перед сваркой соответственным образом подготавливают и разделывают (рис. 207).
]лсли осадка производится, к примеру, проковкой так, что она сокращает сечение металла места сварки, то прибегнет к предварительной высадке соединяемых частей. Несмотря 1 отсутствие расхода и относительную простоту процесса дефи-Дпшых материалов, горновая сварка неспешно отходит па второй замысел, уступая место современным, более идеальным и производительным методам сварки.
Значительными недочётами горновой сварки являются: медленность нагрева металла и, следовательно, низкая производительность процесса; сложность процесса осадки, требующего большой квалификации рабочих; недостаточная надежность приобретаемого сварного соединения. К этому присоединяется возможность большого роста зерна, пережога и перегрева металла ввиду длительности процесса нагрева.
Малая производительность делает горновую сварку дорогой, а прочность сварного соединения получается пониженной и колеблющейся в широких пределах. Эти обстоятельства и растолковывают постепенное вытеснение горновой сварки в современном производстве.
Разновидностью горновой сварки являются методы, при которых изделие для нагрева не помещается в особую печь, а место сварки нагревается особыми сварочными горелками. Место сварки вероятно нагревать более недорогими промышленными газами, сжигаемыми в смеси с воздухом в особых горелках.
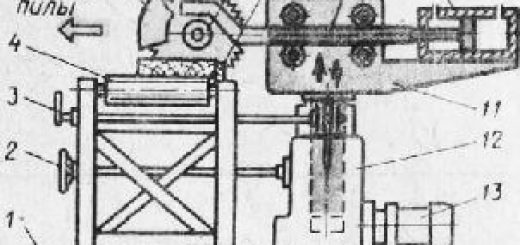
За горелками направляться осадочное устройство в форме молотов, создающих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, создающих осадку и осуществляющих так сварку подробностей, значительно чаще металлических страниц.
Имеются отрасли производства, где горновая сварка и по сей день сохраняет ведущее положение, к примеру производство сварных газовых труб, в основном маленьких диаметров, не более чем 100 мм. Полосы стали нагревают в печах, после этого нагретая полоса со свертышем на финише протаскивается через волочильную оправку со скоростью пара десятков метров в 60 секунд, происходит свертывание полосы в трубу и заварка продольного шва.
Производство таких труб имеет массовый темперамент, и они выпускаются тысячами километров для газовых, водопроводных сетей и пр.
Сохранила горновая сварка значение в производстве разного составного инструмента из поделочной и инструментальной углеродистой стали (топоры, ломы, кирки и т. п.).