Изготовление подоконных досок и строганых погонажных деталей
Подоконные доски цельные (шириной до 120 мм) ручным инструментом обрабатывают по разметке так же, как любую дощатую подробность. По окончании раскроя доски на отрезки с припуском на оторцовку полученные отрезки строгают шерхебелем, фуганком и рубанком под линейку, в размер и угол.
Уступ на внешней кромке доски отбирают зензубелем, заоваливают кромку рубанком. Капельник выстрагивают галтелью. Торцовые кромки опиливают мелкозубой пилой под прямым углом к пласти, время от времени их заоваливают как кромку, обращенную вовнутрь помещения.
В последнем случае для их обработки пользуются мелкозубой пилой для пропила уступа, стамеской, двойным рубанком, время от времени рашпилем.
Порядок обработки дельных подоконных досок в механизированном производстве зависит от наличия оборудования. На четырехстороннем строгальном станке всю доску без раскроя на отрезки за один проход строгают под профиль подоконной доски, а позже ее расторцовывают на отдельные подоконные доски.
В случае если на строгальном станке нет ножа с выступом для выборки капельника, то такой у каждой подоконной доски (по окончании расторцовки) выбирают на фрезерном станке.
При отсутствии четырехстороннего строгального станка нестроганые доски сперва раскраиваются на отрезки, а позже любой отрезок последовательно обрабатывается на станках фуговальном, рейсмусовом, торцовочном и фрезерном. На фрезерном станке любой отрезок пропускают два раза: сперва выбирают капельник, а позже профиль на кромке доски, обращенной вовнутрь помещения.
Делянки составных (широких) подоконных досок обрабатывают так же, как цельные подоконные доски, причем лицевой профиль отбирается лишь у крайней делянки, обращенной в сторону помещения. Делянки соединяются между собой на клею и шпонках.
Шпонки ставят не во всю ширину подоконной доски, до капельника они не доходят на 30 — 40 мм. Пазы для шпонок выбирают на пазовальном станке либо вручную наградкой.
Ширина подоконных досок зависит от толщины стен.
Наличники при обработке ручным инструментом изготовляют из досок, остроганных под линейку, в угол и в размер. При выработке лицевого профиля наличников типа 1 пользуются шпунтубелем (для отборки уступа), галтелью и рубанком; всех других типов — лишь рубанком.
Профиль внутренней плаети выбирают шерхебелем. Разметка продольных рисок и поперечного профиля необходима.
В механизированном производстве наличники изготовляют из нестроганых досок на четырехстороннем строгальном станке за один проход. При отсутствии четырехстороннего строгального станка доски для наличников сперва строгают по одной пласти и обеим кромкам в размер по ширине на фуговальном станке, а позже за два прохода производят профили на лицевой и внутренней пласти на фрезерном станке.
Лицевой профиль наличника направляться производить на внутренней пласти доски (с вогнутыми годичными слоями): от этого при коробления наличника на месте установки его кромки будут плотнее прижиматься к бруску коробки и к стенке.
Плинтусы изготовляют равно как и наличники.
Галтели при изготовлении ручным инструментом требуют применения шерхебеля, галтели и рубанка. Разметка необходима. В механизированном производстве галтели обрабатывают на четырехстороннем калевочно-строгальном станке.
Материалом для галтелей помогают бруски квадратного сечения; строганые — при ручном изготовлении, нестроганые — при изготовлении на станке.
Раскладка любого профиля вырабатывается из нестроганых брусков квадратного и прямоугольного сечения на четырехстороннем калевочно-строгальном станке.
Поручни изготовляют из нестроганых брусков прямоугольного сечений размерами 54X64, 44X74 и 34X74 мм с прибавлением припусков на обработку. При изготовлении ручным инструментом сперва строгают и фугуют одну сторону бруска и на ней по разметке за два прохода шпунтубелем при двухразовой его установке по ширине выбирают паз шириной 26 мм, глубиной 6 мм.
Затем делают разметку торцов и выполняют продольные риски против наибольших выпуклостей и вершин углов. Углы бруска сострагивают шерхебелем.
Окончательный профиль по разметке производят у поручней типа 1 рубанком, типа 3 — рубанком и зензубелем, типа 2 — зензубелем, рубанком и галтелью. Обработка производится в той последовательности, в какой перечислены тут инструменты.
В механизированном производстве поручни производят из нестроганых брусков за один проход на четырехстороннем строгальном станке, в основном марки СК-15. Возможно поручни обрабатывать за три прохода на фрезерном станке.
За первый проход строгают основание поручня (нижняя сторона) с выборкой паза для перил; за второй и третий проходы обрабатывают бока поручня.
При креплении поручней к перилам лестниц особенно тяжело оформить поворот на переходе к следующему маршу. Эту часть поручней, именуемую завитком, изготовляют вручную. Прикрепив к перилам на повороте древесную массивную болванку, размечают ее под профиль поручня.
Размеченную болванку обрабатывают в мастерской на верстаке. Окончательное оформление и зачистку завитка делают при прикреплении поручней к перилам.
обработку и Разметку завитков постоянно поручают столярам высокой квалификации.
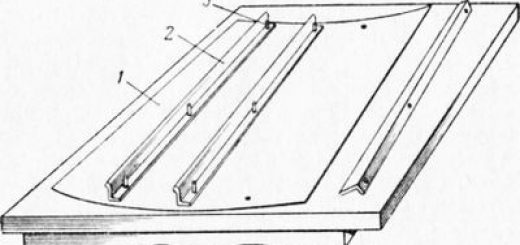
Инж. И. Г. Любарский внес предложение делать завитки поручней из колец, выточенных на токарном станке. Вытачивают кольца трех видов (рис.
1), каждое из них распиливают мелкозубой пилой на секторы. Из секторов колец первого и третьего вида набирается часть поворота, соответствующая переходу с марша на площадку лестничной клетки; из секторов кольца первого вида приобретают горизонтальную часть поворота, соответствующую площадке; из секторов колец первого и второго вида набирают часть поворота, соответствующую переходу с площадки на марш.
Секторы подгоняют друг к другу и соединяют вставными круглыми шипами на клею.
")
Рис. 1. Кольца, вытачиваемые для комплекта завитков лестничных поручней, и комплект завитков из частей этих колец: а — точеные кольца; 6 — поворот поручней при двухмаршевой лест« нице; в — поворот поручней при трехнаршевой лестнице (цифрами указаны номера использованных колец); Я — высота поручней; В — ширина поручней
Кольца вытачивают из заготовок, склеенных из сухих досок толщиной 25 — 30 мм с взаимно-перпендикулярным размещением волокон. Как заготовки, так и завитки для лестниц в помещениях возможно склеивать казеиновым либо мездровым клеем; для наружных лестниц в обязательном порядке склеивание синтетическим клеем.
Доски для настила чистых полов, в большинстве случаев, обрабатывают на четырехсторонних строгальных станках. Ручным инструментом их обрабатывают лишь в случаях ремонта пола при отсутствии досок заводского изготовления, и пола из нестандартных досок.
В случае если требуется обработать вручную доски со шпунтом и гребнем на кромках, то, кроме инструмента для плоскостного строгания, пользуются шпунтубелем для выборки пазов на кромках и зензубелем для выработки гребней.