Ящичные шипорезные станки для зарезки «ласточкин хвост»
Конструкция
Шипы «ласточкин хвост» смогут быть остроугольными и закругленными. Закругленные шипы бывают сквозные и полупотайные.
Остроугольные используют при изготовлении тары, закругленные — в мебельном производстве. Закругленные шипы зарезают фрезами на особых, в большинстве случаев, многошпиндельных станках в один момент на финишах обеих сопрягаемых дощечек.
Для того чтобы выяснить принцип работы шипорезных станков, разглядим пример зарезки шипов одной установленной на шпинделе торцовой вращающейся фрезой (рис. 176).
Сначала устанавливают на столе дощечку в горизонтальном, а дощечку в вертикальном положении так, дабы торец дощечки был на уровне верхней пласти дощечки, а пласть се хорошо примыкала к торцу дощечки.
Закрепив зажимами дощечки в установленном положении, на них подают вращающуюся фрезу сперва до совпадения ее центра с точкой Л, после этого в обратном направлении до совпадения центра фрезы с точкой В, затем направляют фрезу по дуге ВС и прямой CD. В следствии для того чтобы перемещения фрезы на торцах дощечек в один момент зарезается шип с шагом t и соответствующая размерам шипа проушина.
Переместив фрезу на величину t шага шипа и повторив ее перемещение в той же последовательности, что и при зарезке первого шипа, возьмём второй шип и соответствующую проушину и т. д.
Дабы соединить дощечки по окончании получения на их торцах однообразных шипов и проушин, дощечку направляться развернуть на 180° (пунктир на рис. 176) и сместить ее в поперечном направлении на величину, равную половине шага; затем шипы одной дощечки окажутся против проушин второй дощечки.
Несквозные (полупотайные) шипы приобретают, устанавливая фрезу так, дабы ее торец был немного выше нижней пласти дощечки 3. В этом случае шиповое соединение будет заметно лишь со стороны пласти дощечки.
Как уже указывалось, на шипорезных станках для зарезки шипов устанавливают в один момент комплект фрез однообразного размера.
Дабы компенсировать уменьшение размера фрез, которое неизбежно при их заточке, используют двойной движение фрез — сначала по траектории ABCD (см. рис. 1), а после этого по данной же траектории в обратном направлении.
При обратном ходе (так именуемое перемещение разбивки) фреза смещается относительно дощечек на величину уменьшения размеров фрезы от переточек, которая возможно в пределах 0,2— 2 мм; в следствии отклонения в размерах приобретаемых шипоз и проушин соответствуют установленным пределам.
Рис. 1. Схема фрезерования шипа «ласточкин хвост»: 1 — дощечка, установленная вертикально, 2 — фреза, 3 — дощечка, установленная горизонтально
")
Рис. 2. Шипорезный станок ШЛХ-3: 1 — кнопка пускового устройства, 2 — лимб настройки величины разбивки, 3 — пакетный тумблер, 4 — коробка с прижимами для вертикальной заготовки, 5 — винт регулирования положения прижимов, 6 — коробка с прижимами для горизонтальной заготовки, 7 — верхняя плита, 8 — винт регулирования хода стола, 9 — вннт регулирования глубины про-ушки, 10 — станина, 11 — педаль
Главные механизмы станка ШЛХ-3 заключены в секционной станины (рис. 2) и ограждены дверками-и щитами.
На внешней поверхности станка по большей части размещены настройки и органы управления. Вверху на плите закреплены коробки с прижимами, приводимыми от гидродвигателя.
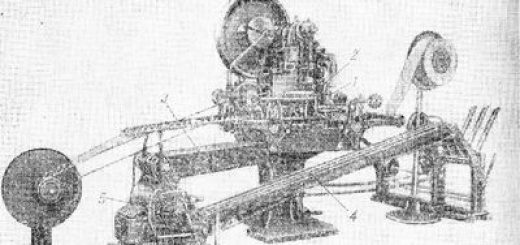
Рабочие органы станка складываются из 25 шпинделей, установленных в шпиндельной коробке (рис. 3. На верхних финишах шпинделей предусмотрены отверстия с резьбой для установки концевых фрез, хвостовики которых кроме этого имеют резьбу.
Зубчатые элементы шпинделей предназначены для сцепления с зубчатыми элементами вала, передающего вращение шпинделям. Шпиндельная коробка гидроцилиндром может перемещаться в продольном направлении на величину 0,2—2 мм для совершения перемещения разбивки, которая устанавливается по лимбу с уступами.
Рис. 3. Кинематическая схема станка ШЛХ-3:
гидронасос и Шпиндели приводятся в воздействие от электродвигателя. На нижней плите в подшипниках установлены вал зубчатой оси и шестерни зубчатых шестерен, на которых эксцентрично расположены пальцы, которые связаны с плитой, Неподвижная рейка находится в постоянном зацеплении с шестерней и шестерней, на валу которой насажена зубчатая шестерня, находящаяся зацеплении с рейкой, соединенной со штоком гидроцилиндра механизма подачи стола.
Станок трудится следующим образом. На плите устанавливают заготовки. Прижимами заготовки прижимаются к соответствующим базисным поверхностям.
Шток гидроцилиндра, перемещаясь под давлением рабочей жидкости, перемещает рейку, поворачивающую зубчатую шестерню. В один момент поворачивается шестерня, перемещая плиту вправо.
Наряду с этим зубчатые шестерни, поворачиваясь, перемещают пальцами плиту, которая при перемещении обрисовывает дугу. Благодаря копира заготовки и одновременного движения плит перемещаются относительно шпинделей по кривой ABCD.
По достижении фрезами точки D гидроцилиндром шпиндельной коробке сообщается перемещение разбивки и при перемещении заготовок в обратном направлении фрезами снимаются излишки древесины, покинутые в проушинах в следствии уменьшения диаметра фрез от переточки.
Введение гидропривода разрешило на станке ШЛХ-3 применить относительно простые механизмы подачи. Принципиальная схема гидропривода продемонстрирована на рис.
4. Насос Н забирает рабочую жидкость из бака Б и через фильтр Ф подает ее в напорную линию. В то время, когда механизм подачи отключён, рабочая жидкость через предохранительный клапан ПК вольно переливается обратно в бак.
При включении кнопкой (либо педалью) механизма подачи обесточивается электромагнит ЭМ2, гидросеть перекрывается, поршень ПК опускается, перекрывает гидросеть. В напорной линии наряду с этим непрерывно увеличивается давление, что снабжает последовательное поступление рабочей жидкости в гидродвигатели.
Сначала рабочая жидкость поступает в мембраны гидродвигателя, приводящего в воздействие прижимы, после этого в гидроцилиндр ЦР — приводится в перемещение шток, перемещающий влево шпиндельную коробку, затем в цилиндр ЦС, шток которого передвигает стол, совершающий дугообразное перемещение.
По достижении поршнем цилиндра ЦС крайнего верхнего положения (продемонстрировано на рисунке) давление в гидросети возрастает, срабатывает реле давления РДХ и аппаратура управления включает электромагнит ЭМ1 золотникового гидроаппарата ЗУХ. Через золотниковый гидроаппарат рабочая жидкость поступает в трубопроводы.
Сейчас трубопроводы соединены со сливной линией, Поршень цилиндра ЦР двигается влево, перемещая вправо шпиндельную коробку на величину разбивки, а поршень гидроцилиндра ЦС начинает опускаться, возвращая плиты стола в исходное положение. По окончании цикла давление в напорной линии увеличивается, срабатывает реле РД-2 и аппаратура управления включает электромагнит ЗМ2.
Давление в гидросети падает, и прижимы возвращаются в финал.! иое положение. Начиная новый цикл, устанавливают заготовки и нажимая кнопку (либо педаль), включают гидродвигатель прижимов, Дросселями ДРг и ДР2 регулируют скорости подачи.
Рис. 4. Схема гидропривода механизма подачи станка ШЛХ-3: ЦГ, ЦВ — гидроцилиндры, приводящие в перемещение прижимы горизонтальной и вертикальной заготовок, Ри Pi — рейки, К — зубчатая шестерня, ДР,.
RPi — дроссели, РД,. РДц — реле давления, ЦС — гидроцилиндр, приводящий механизм подачи стола, ЦР — гидроцилиндр для механизма разбивки, ЭМ1, ЭМ2 — электромагниты золотниковых гидроаппаратов, ПК — предохранительный клапан, ЗУ,, ЗУг — золотниковые гидроаппараты управления, М — манометр, Ф — фильтр
Настройка станков
фрезы направляться хранить и затачивать наборами, поскольку в случае если на шпинделях станка будут фрезы с разным числом переточек, то размеры шипов будут различные. Шепетильно очищенные фрезы ввинчивают до отказа в финиши шпинделей и на их торцовые поверхности укладывают поверочную линейку.
Зазор между ее торцами и кромкой фрез не должен быть больше 0,1—0,2 мм. Установив режущий инструмент, приступают к настройке станка.
Настраивают станок, исходя из размеров (еысоты и длины) шипа, длины проушины и учитывая степень износа финишей фрез, породу древесины обрабатываемых заготовок, их влажность и толщину.
На высоту шипа станок настраивают следующим образом. Вращением особого винта устанавливают шпиндельную Коробку относительно плоскости плиты. Вращением винта по часовой стрелке высоту шипа увеличивают, в обратную сторону — уменьшают.
направляться затевать с меньшей, чем заданная, высоты шипа и вращать винт по часовой стрелке , пока глубиномер не продемонстрирует нужной величины (в большинстве случаев высоту шипа принимают равной 12—14 мм).
На длину шипа станок настраивают по шкале. Вращением винта устанавливают указатель на необходимое деление.
При вращении винта по часовой стрелке устанавливается громадная протяженность, против часовой стрелки — меньшая. Большая протяженность шипа равна толщине вертикальной заготовки, минимальную выбирают исходя из следующих соотношений:
На длину проушины станок настраивают так. Вращая винт по часовой стрелке, уменьшают движение стола, соответственно значительно уменьшается и протяженность проушины.
Протяженность проушины возможно меньше либо равна длине шипа. В последнем случае соединение заготовок получается с уступом.
При установлении величины разбивки, определяемой по степени износа диаметра фрез, маховичком переводят указатель лимба 2 от 0,2 до 2 мм.
Скорость подачи стола регулируют, вращая винт гидродросселя на панели. При зарезке шипов у заготовок из мягких пород древесины скорость подачи стола принимается 2,5—3 м/мин, из древесины жёстких лиственных пород 1,8—2 м/мин.
При зарезке шипов в заготовках влажностью 15% и выше скорость подачи стола значительно уменьшается на 20%.
По окончании настройки станка зарезают шипы на пробных заготовках и в зависимости от измерений размеров шипов уточняют настройку,
Работа на станке
Станочник подключает станок к сети; устанавливает заготовки, контролируя, дабы пласть вертикальной заготовки хорошо соприкасалась с торцом горизонтальной, нажимает кнопку, приводя в воздействие гидродвигатель прижимов. По окончании зажима заготовок он кнопкой либо педалью включает станок.
По окончании зарезки шипов станочник снимает заготовки и укладывает их в стопу.
Перед тем как приступить к работе, станочник обязан проверить, не нарушено ли заземление, а в ходе работы станка не касаться заготовок.
Станочник обязан следить, дабы при работе полуавтомата непрерывно горели обе сигнальные лампочки, осуществляющие контроль обычную работу совокупности смазки шпиндельной коробки. В случае если лампочки прекратят гореть, нужно срочно остановить станок, в другом случае смогут выйти из строя подшипники шпинделей.