Элементы литниковой системы
Учитывая требования к большому уровню производительности труда, на данный момент используют в основном свободную заливку форм металлом. Этим методом возможно взять не только отдельные отливки громадных размеров, но и собранные блоки с солидным числом небольших отливок.
Размеры отдельных частей литниковых совокупностей, к примеру наружный диаметр стояка, его неспециализированная высота, нужная высота звена, диаметр литниковой чаши (воронки), и неспециализированные большие размеры в большинстве случаев в литейных цехах нормализованы.
Литниковая чаша. Основной функцией литниковой чаши (воронки) есть направление металла в стояк при ослаблении ударного действия потока металла на керамическую оболочковую форму.
Жидкий металл может освободиться от шлаковых и других загрязнений, каковые попали в поток металла, но лишь тогда, в то время, когда литниковая чаша всецело заполнена заливаемым металлом. Под действием подъемной силы в потоке металла появляется турбулентное перемещение, которое содействует всплыванию других загрязнений и шлака на поверхность жидкого металла.
В литниковых совокупностях для получения единичных отливок при свободной заливке литниковая чаша в один момент делает функции прибыли.
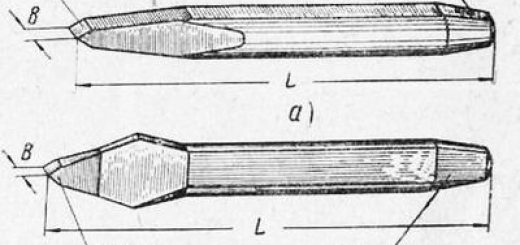
Стояк. Через стояк жидкий металл проходит в литниковую совокупность из литниковой чаши и потом в распределительный канал (коллектор) и в питатели, а после этого в полости формы. В стояке образуется нужное гидростатическое давление, и исходя из этого стояк делает функции прибыли.
")
Стояки имеют довольно громадное сечение.
В модельных блоках типа елочки стояк образуется при сборе звеньев выплавляемых моделей на сборочном стержне — железном стояке. В блоках, в которых модели припаивают к стояку, последний изготовляют раздельно как независимый элемент в пресс-форме либо его приобретают при помощи погружения железного стояка с литниковой чашей в расплавленный модельный состав.
По окончании извлечения на железном стояке остается слой модельного состава, к которому припаивают модели. Таким методом приобретают (достаточно легко) стояк с литниковой чашей, но наряду с этим направляться избегать образования острых углов.
Острые углы — концентраторы напряжений, и как раз по этим участкам будущая керамическая форма буДет растрескиваться либо кроме того всецело разрушаться на любых этапах технологического процесса изготовления литейной формы.
При сборке модельных блоков из звеньев моделей возможно соединять стояк с керамической литниковой чашей, которая должна иметь плавный переход от громадного верхнего диаметра к малому нижнему диаметру, соединяемому со стоякоМ. Нарушение этого условия приведет к вышеупомянутым недостаткам формы.
распределительный канал (коллектор). Функция коллектора — распределение жидкого металла от стояка к питателям. К коллекторам предъявляются следующие требования:
а) обеспечение питания отливки жидким металлом в ходе его затвердевания;
б) задерживание шлака и других неметаллических включений, каковые смогут быть в жидком металле.
Подача жидкого металла от коллектора к затвердевающей отливке вероятна только в том случае, в то время, когда количество коллектора, включая питатели, примерно равен количеству отливки и в то время, когда скорость питателей и охлаждения коллектора меньше скорости охлаждения самой отливки. Сечение коллектора должно быть больше сечения питателя, дабы при замедлении перемещения потока жидкого металла неметаллические включения имели возможность бы всплыть перед входом в полость формы.
Питатели направляться присоединять к нижней части’коллектора.
Питатель — соединительный элемент, что связывает литниковую совокупность с полостью формы отливки. Значительно чаще питатели имеют круглую, полукруглую, квадратную либо прямоугольную форму.
В зависимости от положения модели на модельном блоке питатели смогут направлять жидкий металл горизонтально, вертикально либо наклонно в полость формы.
Величину сечения питателей выбирают таковой, дабы жидкий металл протекал со скоростью, снабжающей спокойное заполнение полости формы, без разбрызгивания, вспенивания и в оптимальное время. Наряду с этим происходит надлежащее питание металла и направленное затвердевание.
Значительно чаще полость формы отливки соединяют с литниковой совокупностью одним питателем. В будущем питатель разрезают для отделения отливки от литниковой совокупности.
Питатели должны иметь мельчайшее сечение, дабы отделение было легким и обходилось дешево.
При отделении отливок от литниковой совокупности при помощи вибрации на питателях делают надрезы, по которым они разрушаются. Удаленность надреза от отливки зависит от толщины питателя в месте сопротивления и надреза материала отливки циклическим нагрузкам.
При малой удаленности надреза от отливки не смотря на то, что и уменьшается время вибрации, но появляется опасность перелома питателя с вырывом тела отливки, в особенности у сплавов с громадной вязкостью. самые благоприятные размеры Удаленности надреза от отливки продемонстрированы на диаграмме.
Отделение отливок вибрационным методом вероятно при изготовлении отливок и горизонтальном расположении питателя из материалов с низкой вякостью. Положение питателей при Вторых методах отделения выбирают так, дабы соседние отливки не были повреждены.
Протяженность питателя находится в определенном oiношении к его сечению. В случае если питатель имеет громадную длину, то нужно расширить и его сечение.
При малом сечении пита-‘еля не гарантируется подача жидкого металла к затвердевающей отливке.
Протяженность питателя кроме этого зависит от метода отделения отливки от литниковой совокупности. Отливки, отделяемые вибрацией, имеют питатели длиной до 7 мм, а отливки, отделяемые наждачным камнем, фрезой либо вторым инструментом, имеют длину 8—12 мм.
При монтаже моделей на литниковую совокупность склеиванием направляться избегать маленьких питателей (менее 7 мм), так как при погружении моделей в клей появляется опасность смачивания клеем контуров самой модели. Крайне редко, напротив, питатели смогут быть дольше 12 мм.
Металл в питателях может поменять направление перемещения. С позиций гидравлического сопротивления самый удачны прямые питатели, в которых металл не изменяет собственного направления при течении.
В этом случае заполнение формы металлом происходит стремительнее и спокойнее.