Механизмы для бесступенчатого изменения чисел оборотов в станках
Механизмы для бесступенчатого трансформации чисел оборотов детально рассматриваются в особой литературе и в литературе по подробностям автомобилей, исходя из этого мы ограничимся рассмотрением схем некоторых механизмов, каковые применяются в станках, и конструктивных форм аналогичных механизмов, встраиваемых в соответствующие узлы станков.
Схемы механизмов для бесступенчатого трансформации чисел оборотов. Для бесступенчатого трансформации чисел оборотов в основном используются разного рода фрикционные передачи.
Лобовой фрикционный вариатор складывается из двух дисков, ведомого и ведущего, между которыми расположен ролик, перемещающийся в осевом направлении. Диски прижимаются к ролику.
Передача момента происходит благодаря силам трения, появляющимся в зоне контакта ролика с дисками. Передаточное отношение медлено изменяется от — до —. Диапазон трансформации чисел оборотов находится в пределах 15.
Окружная скорость точек диска на протяжении линии контакта с роликом переменна, ролик же имеет среднюю окружную скорость, благодаря чего во всех других точках происходит скольжение, что ведет к относительно снижению и быстрому износу ролика к. п. д. передачи. Передаваемый крутящий момент определяется упрочнением прижима дисков к ролику и коэффициентом трения.
Так как упрочнение прижима ограничено допускаемыми контактными напряжениями, то с целью повышения передаваемого крутящего момента нужно увеличивать длину линии контакта, что, со своей стороны, ведет к повышению скольжения, а следовательно, потерь и износа. Исходя из этого вариаторы данного типа используются при относительно маленькой мощности, в частности в станкостроении возможно указать на механизм привода кулачково-распределительного вала токарно-револьверных автоматов, где данный механизм употребляется для трансформации скорости вращения вала, а соответственно и величины подачи.
")
Рис. 1. Схемы бесступенчатых вариаторов.
В вариаторах с тороидными дисками вращение передается тремя роликами, что разрешает уменьшить их ширину, а следовательно, и скольжение, что содействует улучшению условий работы вариаторов, но ведет к усложнению их конструкции.
Изменение чисел оборотов производится методом поворота роликов около осей. При трех роликах конструкция поворота и механизмов крепления роликов делается сверхсложной.
Диапазон трансформации чисел оборотов находится в пределах.
В станкостроении этот вариатор употребляется очень редко.
Разновидность тороидного вариатора, представленная на рис. 1, в, разрешает снизить скольжение до минимума, что выгодно отличает его от вторых форм вариаторов.
Диапазон трансформации чисел оборотов находится в пределах 4—8. Подобный вариатор был использован в приводе главного перемещения токарно-винторезного станка 1620, но широкого применения он не взял.
В сфероконических вариаторах изменение положения точки контакта конического и сферического диска достигается поворотом оси сферического диска. Сферический диск находится на валу электродвигателя, и поворот оси осуществляется методом поворота электродвигателя.
Диапазон трансформации чисел оборотов находится в пределах.
Так как в данном вариаторе имеет место точечный контакт, то он не имеет возможности передавать больших крутящих моментов и используется при относительно маленькой мощности, в частности в приводах главного перемещения маленьких сверлильных станков.
В торцовоконических вариантах конический диск находится в контакте с торцом кольца. Изменение числа оборотов достигается перемещением конического диска на протяжении образующей. Конический диск устанавливается на валу электродвигателя и перемещается вместе с последним.
Вариатор возможно использован при относительно маленькой мощности. Диапазон трансформации чисел оборотов находится в пределах.
Применяется в сверлильных станках маленьких размеров.
В чашечноконических вариаторах вращение передается от конического барабана, что контактирует с конической фаской чашки. Вал чашки находится в корпусе, что может поворачиваться около оси вала III, под действием пружины, благодаря чему чашка прижимается к коническому барабану.
Изменение положения линии контакта конуса с фаской чашки осуществляется методом перемещения вала на протяжении оси, наряду с этим чашка занимает нужное положение благодаря повороту корпуса. Диапазон трансформации чисел оборотов находится в пределах.
Вариатор возможно использован при маленькой мощности привода.
В ряде модификаций бесступенчатых вариаторов употребляются раздвижные конические шкивы. В желоб, образуемый раздвижными коническими шкивами ведущего и ведомого валов, входит звено, осуществляющее передачу вращения от ведущих шкивов к ведомым.
В качестве звена смогут быть использованы: простые клиновые ремни, особые широкие клиновые ремни, твёрдое металлическое кольцо, особые цепи.
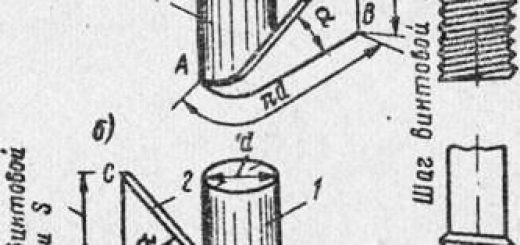
Конические шкивы перемещаются поворотом рычагов посредством винтов. На рис.
2, а продемонстрировано два положения шкивов, соответствующих громаднейшему и мельчайшему передаточным отношениям.
При простых клиновых ремнях числа оборотов смогут изменяться только в весьма маленьком диапазоне, не превышающем двух. При особых широких клиновых ремнях диапазон достигает 8—15, при металлических кольцах 6—16 и при особых цепях — 6.
Подобный вариатор используется на токарном станке 1К620.
Передачи со металлическими кольцами имеют маленькую длину линии контакта, что ограничивает передаваемую мощность. Передача возможно выполнена очень компактной, так, передача привода подач резьбо-шлифовального станка компании «Линднер» имеет габарит 120 мм при диапазоне трансформации чисел оборотов 9. Передачи этого типа применяются в приводах подач координатнорасточных и резьбошлифовальных станков, в приводе бабки изделия круглошлифовальных станков, в приводе главного перемещения бриллиант-норасточных станков.
Более либо менее большое использование находят в станках передачи компании «PIV» со особой цепью. На поверхности конических шкивов нанесены зубцы, благодаря чему эти шкивы напоминают конические шестерни.
Профиль зубцов шкивов продемонстрирован на рис. 2, б. Цепь складывается из штампованных звеньев, в окна которых заложен пакет узких пластин, расположенных между подушками.
Пластины имеют сечение и форму, продемонстрированные на рис. 2, б. Пластины смогут вольно передвигаться в продольном направлений относительно друг друга, исходя из этого, в то время, когда цепь набегает на шкив, то пластины, перемещаясь в гнезде, образуют зубцы, сцепляющиеся с зубцами шкивов, благодаря чего обеспечивается передача больших упрочнений.
Вместе с тем благодаря скосу на боковой поверхности, пластины, поворачиваясь относительно друг друга, занимают верное положение во впадине зуба. На рис.
2, в схематически продемонстрировано положение пластин при взаимодействии с верхней и нижней частью зубцов шкивов.
Бесступенчатые вариаторы этого типа применяются в приводах главного перемещения токарно-винторезных, карусёльных, радиально-сверлильных станков, в приводах подач токарно-винторезных и карусельных станков.
В тех случаях, в то время, когда привод обязан обеспечить большой диапазон трансформации чисел оборотов, превышающий диапазон, что возможно взят посредством бесступенчатого вариатора, последний употребляется совместно с несложной коробкой скоростей для ступенчатого из-254 менения чисел оборотов, что дает возможность приобрести бесступенчатое изменение чисел оборотов во всем диапазоне. Структурные сетки для этого случая приведены на рис.
3. Как видно из приведенных структурных сеток, знаменатель прогрессии передаточных взаимоотношений коробки равен диапазону бесступенчатого вариатора.
Рис. 2. Схема бесступенчатых вариаторов с раздвижными коническими шкивами.
Рис. 3. Структурные сетки при бесступенчатом ступенчатой коробке и вариаторе.
Рис. 4. Конструкция бесступенчатого вариатора с раздвижными коническими шкивами механизма подач координатнорасточного станка.
Рис. 5. Привод токарного станка с цепным вариатором.
Бесступенчатый привод приобретает перемещение от вала, связанного с приводом главного перемещения. От вала бесступенчатой передачи перемещение передается механизмом подачи.
Бесступенчатый привод главного перемещения токарного станка складывается из бесступенчатой передачи с раздвижными пластинчатой цепью и коническими шкивами обрисованной выше конструкции и двухскоростной зубчатой передачи. Вращение передается от электродвигателя через ременную передачу валу и потом через шестерни и бесступенчатую передачу 15—14—29 либо 15—14, 16—28 шпинделю станка.
Необходимо заметить, что для увеличения плавности входа зубчатые передачи с подвижными шестернями имеют косые зубцы.
Для движения конических шкивов при трансформации передаточного отношения бесступенчатой передачи помогают рычаги любой рычаг складывается из двух планок, связанных распорными колонками. Рычаги поворачиваются около осей, каковые для натяжения передачи возможно сближать посредством винта.
Между планками рычагов расположены чашки, цапфы которых входят в отверстия рычагов, служащие для движения конических шкивов.
Изменение передаточного отношения бесступенчатой передачи осуществляется посредством рукоятки диска, связанного с кривошипом. Кривошип имеет два пальца, расположенных под углом 180°.
Любой из пальцев посредством собственного шатуна перемещает по штанге ползушки, цапфы которых входят в пазы, имеющиеся на финишах планок рычагов. При повороте кривошипа ползушки движутся в противоположных направлениях.
В ходе работы цепь натягивается посредством колодок рычагов под действием пружин.