Нанесение лакокрасочных материалов методом облива
Сущность нанесения лакокрасочных материалов способом облива пребывает в том, что подробности, уложенные на движущийся конвейер, проходят через завесу отделочного жидкого материала и покрываются равномерным по толщине слоем на всей ширине подробности.
Завеса отделочного материала возможно образована методом стекания с наклонного экрана; вытекания из донной щели головки; переливания через выступ открытого бокового проема через сливную плотину; переливания через сливную плотину с последующим стеканием с наклонного экрана.
Наливочные головки с наклонным экраном снабжают хорошее уровень качества нанесения лакокрасочного материала. Одновременно с этим с громадной открытой поверхности экрана, по которой стекает лак, происходит сильное испарение растворителя, а следовательно, имеет место загазованность и повышенный расход материала в зоне обливной автомобили.
Исходя из этого такие автомобили не нашли широкого применения.
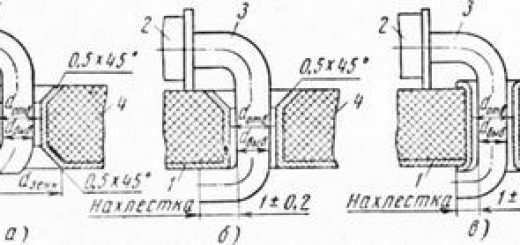
Рис. 1. Схемы образования завес отделочного материала:
а — стекание с наклонного экрана, б — вытекание из донной щели, в — переливание через сливную плотину, г — переливание через сливную плотину со стеканием с экрана; 1 — подробность, 2 — экран, 3 — коллектор, 4 — покрытие, 5 — конвейер, 6 — лоток, 7 — короб со щелью, 8 — сливная плотина, 9 — перегородка, 10 — фильтр
Наливочные головки с донной щелью нашли самое широкое распространение. Они являются ёмкостью , в которой на дне имеется щель, регулируемая в пределах 0—5 мм в одних конструкциях посредством подвижного ножа, в других — посредством одной подвижной (откидной) щеки емкости (стены головки).
Наливочные головки с донной щелью смогут употребляться для нанесения одно- и двухкомпонентных лакокрасочных материалов.
Недочётами головок для того чтобы типа являются: трудность обеспечения постоянства толщины завесы по всей ее длине; неудобство промывания ее по окончании завершения работы; необходимость увеличения фильтрации лакокрасочного материала, поскольку в другом случае возможно закупорка отдельных участков щели, следствием чего есть разрыв завесы; образование воздушных пузырей в следствии удара лакокрасочного материала, вытекающего из коллектора с громадной скоростью, о бурления и стенки головки находящегося в нем материала.
Наливочные головки со сливной плотиной более несложны по конструкции и в обслуживании. Они используются в основном для нанесения полиэфирных лаков.
Недочёт головок этого типа — трудность получения узких пленок (до 25—35 мкм) при нанесении нитроцеллюлозных лаков.
На автомобилях ЛМ-3 и ЛМ1401 устанавливают наливочные головки со экраном и сливной плотиной. Сливной лоток является жёлобом с установленным в Л-образным отсекателем, исключающим падение завесы в лакокрасочный материал, чем предотвращается образование пузырей.
Лакокрасочный материал насосом подается в правый отсек головки, отгороженный от левого перегородкой, в нижней части которой имеется перепускная щель с капроновой сеткой — фильтром. Проходя в левый отсек, лакокрасочный материал очищается от других примесей и воздушных пузырей.
Перегородка легко вынимается из головки при ее промывании. Очищенный лакокрасочный материал, переливаясь через плотину, попадает на экран.
На прекрасно обработанной поверхности экрана лакокрасочный материал растекается узким слоем и сливается с его заостренной кромки.
Способ облива если сравнивать с пневматическим распылением имеет последовательность преимуществ:
— высокая производительность (скорость подачи от 10 до 170 м/мин);
— понижение утрат лакокрасочных материалов; уменьшение затрат на создание вентиляционных устройств и улучшение санитарных условий в цехе за счет исключения туманообразования;
— возможность применения высоковязких лакокрасочных материалов для нанесения на подробности, в следствии чего заданная толщина покрытия возможно взята при меньшем числе слоев.
")
Рис. 2. Лакообливная машина ЛМ-3:
1 — бак для лака, 2 — конвейер подачи, 3 — насосная установка, 4 — обливочные головки, 5 — трубопровод подачи лакокрасочного материала, 6 —-фильтр, 7 — механизм установки головок в горизонтальном положении, 3 — механизм подъема головки
В зависимости от назначения существуют разные по конструкции лакообливные автомобили, а также для кромок и отделки пластей щитовых подробностей, отделки брусковых подробностей, объемных подробностей (корпуса теле-и радиоприемников).
Для отделки пластей щитовых деталей применяют лакообливные автомобили ЛМ-3 и ЛМ1401.
Принцип работы содержится в следующем. Щит кладут на конвейер, что подает его под обливочные головки. Из головок вытекает лак, образуя лаковую завесу, которая при попадании на щит образует на нем лаковое покрытие.
Лак подается к обливочным головкам из баков по трубопроводам посредством насосных установок. Лак, не попавший на щит, стекает в лотки, расположенные в столе между конвейерами под обливочными головками, и по трубам возвращается в баки.
Положение головок в горизонтальной плоскости регулируют механизмом, а в вертикальном положении — механизмом.
На машине ЛМ1401 установлен вариатор для вероятного регулирования подачи лака насосом.
На автомобилях ЛМ-3 и ЛМ1401 возможно декорировать не только пласти щитовых подробностей, но и кромки. Для этого подробность кладут на конвейер так, дабы лакируемая кромка подробности пребывала под углом 60—65° к лаковой завесе.
Лакообливная машина для отделки брусковых подробностей ДВ-507-03 продемонстрирована на рис. 3. Подробность подающим конвейером передается на ленточный конвейер, что перемещает ее под обливочную головку и выносит по окончании отделки на роликовый конвейер.
На ходу подробности под обливочной головкой на нее наносится лак посредством лаковой завесы, вытекающей из головки. Лак из бака в обливочную головку подают насосом по трубопроводу.
Излишки лака стекают в лоток, расположенный в столе, и возвращаются в бак. Величину щели обливочной головки регулируют механизмом.
Установку обливочной головки по высоте создают механизмом.
Рис. 3. Лакообливная машина для отделки брусковых подробностей ДВ-507-03:
1 — бак для лака, 2 — насос, 3 — фильтр, 4 — опускания головки и механизм подъёма, 5 — механизм регулирования щели, 6 — привод конвейеров, 7 — роликовый конвейер, 8 — лакообливочная головка, 9 — ленточный конвейер, 10 — подающий конвейер
Машина возможно использована для отделки брусковых подробностей оконных и дверных блоков, лыж, ножек обеденных столов.
Декорируемая подробность подается в зону лакокрасочного материала в положении, в то время, когда две ее смежные пласти расположены под углом 45° к горизонтальной поверхности. При прохождении через завесу в один момент покрываются лакокрасочным материалом две смежные верхние пласти.
Рис. 4. Лакообливная машина для отделки объемных изделий:
1 — отстойный резервуар, 2 — пульт управления. 3 — станина.
4 — обливочная головка, 5 — вращения изделия и механизм крепления. 6 — ванна для стекания лакокрасочного материала
На рис. 4 продемонстрирована лакообливная машина для отделки маленьких объемных изделий в собранном виде. Изделие, вращаясь около собственной оси вместе с механизмом крепления изделия, попадает под лаковую завесу, которая образует лакокрасочное покрытие на поверхностях.
Излишки лака стекают в ванну, находящуюся внизу.
Для отделки кромок щитов употребляются одно-, двух-и трехголовочные лакообливные автомобили. Схема двухголовочной лакообливной автомобили ЛМК-1 для отделки кромок приведена на рис. 5.
Подлежащий отделке щит устанавливают на ребро и подают на ролики. Щит захватывается клиновидными ремнями и увлекается ими в машину.
Боковой пластью щит нажимает на эластичную пластину заслонки первой обливочной головки. Наряду с этим заслонка отводится в сторону, лаковая завеса попадает на кромку щита.
Рассекая завесу, щит направляет избытки лака в промежуточную ванну, кромки которой расположены параллельно пластям щита. Из промежуточной ванны лак поступает в бак.
Таким же образом наносится второе покрытие второй, рядом расположенной обливочной головкой.
Рис. 5. Схема автомобили JIMK-1 для лакирования кромок:
1 — ролики, 2 — щит, 3 — клиновидные ремни для подачи щита, 4 — лакообливная головка, 5 — промежуточная ванна для слива избытков лака. 6 — бак для лака, 7 — насос, 8 — электродвигатель
Во всех автомобилях для отделки кромок-щиты подаются по одному на ребро. Лакокрасочное покрытие требуемой толщины на кромках образуется в следствии нанесения лака за пара проходов щита через машину с промежуточной сушкой пленки по окончании каждого покрытия для выдержки и нитролаков для полиэфирных лаков холодной сушки.
В целях исключения попадания лака на пласти щитов на лакообливных головках для отделки кромок устанавливают ограничители — направляющие лаковой завесы.
Использование способа облива лакокрасочных материалов на кромки снижает производительность если сравнивать с распылением, но снабжает экономию лакокрасочных материалов и усиливает уровень качества покрытия, без чего нереально шлифовать и полировать покрытия на кромках при применении автоматических станков и линий постоянного действия.
В зависимости от толщины наносимого слоя, расхода лакокрасочного материала, его вида и вязкости устанавливается соответствующая скорость подачи деталей в лакообливных автомобилях.
Так, для нитрокарбамидных грунтовок вязкостью 35—40 с по вискозиметру ВЗ-4 скорость подачи образовывает 80 м/мин, для нитролаков вязкостью 80—90 с — 60—90 м/мин, для полиэфирных лаков холодной сушки вязкостью 28—34 с — 70—90 м/мин, для беспарафиновых полиэфирных лаков вязкостью 55—65 с — 50—70 м/мин, для шпатлевок вязкостью 40—60 с.
Недостатки, появляющиеся при отделке способом облива, и меры их предупреждения 50—60 м/мин, для нитроэмалей вязкостью 40—50 с — 60—80 м/мин и т. д.
Расход лакокрасочного материала регулируется размером щели обливочной головки и скоростью подачи конвейера лакообливной автомобили. Чем больше щель и меньше скорость конвейера, тем больше расходуется отделочного материала на единицу площади декорируемой подробности.