Опиливание деталей
Процесс опиливания прекрасно известен и исходя из этого он не испытывает недостаток в обстоятельном описании. Но на некоторых изюминках этого процесса, каковые самый ответственны для слесаря-инструментальщика, направляться остановиться.
К числу таких вопросов относятся в первую очередь выбор очередности обработки сторон подробности, образование геометрически верной плоскости, методы получения профильных поверхностей и, наконец, способы образования симметричных профилей.
Первому из перечисленных вопросов довольно часто не придается нужного значения. Однако, верный выбор очередности обработки сторон подробности без шуток воздействует на правильность обработанной подробности.
Лучшей очередностью будет такая, при которой первой обрабатывается громаднейшая по площади сторона подробности. Это позволяет создать надежную установочную и измерительную базу для предстоящей обработки.
Следующей должна быть обработана сторона, параллельная первой, что разрешит взять надежную базу для закрепления подробности. По окончании обработки этих сторон возможно перейти к обработке узкой стороны подробности, причем как раз той, которая имеет громаднейшую протяженность и может служить второй базой для обработки подробности.
Применение обработанных первой и третьей сторон подробности, как базы, разрешает обработать параллельно третьей стороне четвертую сторону, а после этого пятую и, наконец, шестую. Порядок обработки последних сторон равнодушен, но принципиально важно, дабы их обработка велась от базисных сторон подробности, что даст самые правильные’ результаты.
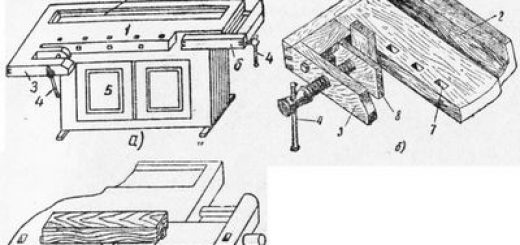
Образование геометрически верной плоскости напильником воображает известную трудность а также при высокой квалификации рабочего требует долгого времени и громадной сноровки. Процесс создания плоскости существенно ускоряется и упрощается применением особых слесарных рамок либо намёток, изображенных на рис.
1. Подробность устанавливается в рамки так, дабы ее рабочие плоскости расположились на уровне совсем обработанной плоскости подробности, по окончании чего рамка вместе с подробностью закрепляется в тисках. Опиливание ведется , пока зубья напильника не начнут касаться обеих плоскостей наметки.
При обработке плоскостей, образующих двугранные углы меньше 180°, тяжелее всего взять острую вершину угла, поскольку от напильника образуется галтель (рис. 2, а).
Дабы избежать образования галтели, в месте размещения вершины угла делают ножовочную прорезь (рис. 2, б) либо сверлят маленькое отверстие (рис.
2, в), в случае если это допускает конструкция подробности. Прорези углов либо высверловки в инструментальном производстве носят название говых подрезок.
Опиленные плоскости проверяются лекальной ‘чинейкой на просвет.
")
Рис. 1. Слесарные рамки для припиливания- а – плоскостей; б – пазов; в – прямых углов.
Рис. 2. Угловые подрезки.
Рис. 3. Припассовка набора калибров.
Получение профильной поверхности подробности — один из непростых вопросов слесарного мастерства и исходя из этого на нем счедует остановиться. самый простым и рациональным методом обработки в этом случае есть опиливание по копиру.
Таковой метод образования поверхности ничем по существу, не отличается от обработки подробности посредством слесарных рамок. Но и он не обращая внимания на громадные удобства, выясняется применимым толь-ко’тогда, в то время, когда в производстве находится много однообразных подробностей.
Этим методом довольно часто пользуются и в том случае, в то время, когда уже имеется пример таковой подробности, что возможно применять как слесарный копир. Кроме этого несложно опиливание по разметке, но приобретаемая наряду с этим точность мала.
Эти недочёты обрисованных выше способов заставляют образование профильных поверхностей создавать посредством опил и-вания профиля по отдельным его элементам. расположение и Геометрическую форму этих элементов измеряют универсально-измерительными инструментами либо спариванием их с элементными запасными калибрами, именуемыми выработками.
Работа по такому технологическому процессу требует высокой квалификации исполнителя.
Процесс изготовления любого спаренного профиля — имеется процесс пригонки последовательности поверхностей друг к другу. Способ пригонки пребывает в том, что обрабатываемой поверхности придается форма, противоположная форме калибра, к которому пригоняется подробность, причем между пригнанными поверхностями не должно быть просвета.
Такая пригонка именуется спариванием либо припасовкой.
При изготовлении профилей способом припасовки, подробность постоянно припасовывается к калибру. В случае если же спаривается калибр с контркалибром, то порядок обработки не имеет значения.
За разработкой припасовки возможно проследить на примере изготовления набора калибров, изображенного на рис. 77. В данном наборе принципиально важно образовать верную полуокружность и расположить центр ее совершенно верно в плоскости.
Для осуществления самоё простого варианта технологического процесса нужно сначала изготовить рабочий калибр с профилем в виде впадины. Тогда не потребуется изготовлять особую выработку для припасовки полуокружности контркалибра.
Итак, первым обрабатывается рабочий калибр. Сперва опиливается его сторона, затем образуется полуокружность. фавильность контура полуокружности проверяется на просвет по ровному калибру диаметром 32 мм, а размещение ее центра по отношению к плоскости 2 микрометром от поверхности 1 до крайней образующей калибра.
Показание микрометра наряду с этим должно Равняться сумме радиуса калибра и высоты детали, т. е. в случае если фактическая высота подробности равна 35,05 мм, а диаметр калибра 32 Щл то показание микрометра, следовательно, должно быть равным 51,05 мм. Завершив, так, обработку одного профиля, переходят к обработке профиля контркалибра.
По окончании удаления излишков металла на поверхностях, в местах их сопряжения делаются маленькие ножовочные подрезки и после этого опиливаются ребра с расчетом, дабы они были параллельными базе 6 и пребывали на одной высоте. Это условие легко проверить измерением размера 30 мм микрометром.
Сейчас остается совсем припилить полуокружность, применяя для проверки правильности работы ранее обработанную полуокружность рабочего калибра.
В разглядываемом примере мы исходили из предположения, что стороны набора 1, 3, 4, 6, 7 и 8 были обработаны ранее.
Не обращая внимания на то, что контркалибра и полуокружности калибра будут припилены совершенно верно приятель по приятелю, может оказаться, что при повороте контркалибра на 180° по отношению к рабочему калибру покажутся большие просветы в их профиле. Исходя из этого работу можно считать законченной, в то время, когда при таких поворотах просветы будут отсутствовать.
Это указывает, что профиль припилен совершенно верно и симметрично расположен довольно собственной оси.