Пайка алюминия и его сплавов
его сплавы и Алюминий весьма скоро окисляются в ходе нагревания, образуя очень стойкие окислы, затрудняющие ведение пайки. Исходя из этого процесс его сплавов и пайки алюминия во многом отличается от процессов пайки вторых металлов.
Тут применимы только те способы, при которых пленка окислов, покрывающая поверхность спаиваемых частей, разрушается конкретно в момент пайки.
Известны три алюминиевых пайки сплавов и метода алюминия:
1) пайка с механическим разрушением окисной пленки;
2) пайка с разрушением пленки окислов при помощи ультразвуковых колебаний;
3) пайка с химическим разрушением окисной пленки.
Для получения доброкачественного соединения паяемых частей нужно в первую очередь произвести подготовку поверхности: очистку от грязи, травление и обезжиривание.
Способ пайки алюминия с механическим разрушением окисной пленки. Данный способ нельзя считать прогрессивным, однако он все же довольно часто видится в практике работы слесаря.
Подготовленные для пайки поверхности нагревают до температуры плавления припоя, после этого в зоне шва наносят слой расплавленного припоя и под ним шабером^ паяльником либо металлической щеткой удаляют поверхностную пленку (создают облуживание). По мере удаления окисной пленки припой смачивает алюминий и по окончании охлаждения дает прочную сообщение.
Во многих случаях окисную пленку соскабливают конкретно палочкой припоя, в которую время от времени вводят абразив. Таковой метод паяния довольно часто именуют шабер-ным, либо абразивным.
Способ пайки с механическим удалением окисной пленки самый удобен для запайки поверхностных недостатков в алюминиевых изделиях. В качестве припоя для данной цели используют цинк, их сплавы и олово.
Для ускорения процесса пайки по этому способу применяют электрический паяльник, при помощи которого окисная пленка удаляется -механически — вибрирующей железной щеткой.
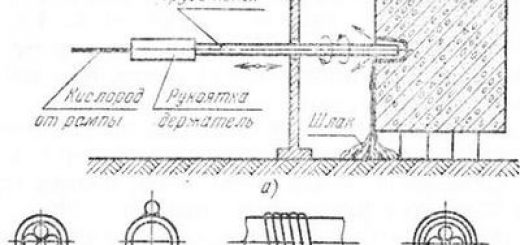
Способ пайки алюминия с применением ультразвуковых паяльников. Окисную пленку с поверхности алюминия возможно удачно удалять посредством ультразвука.
Вызываемые тем либо иным методом в расплавленном припое колебания ультразвуковой частоты приводят к нарушению сплошности в слое припоя и исчезновению и периодическому возникновению огромного количества небольших пузырьков. В тот момент, в то время, когда пузырек, появляющийся конкретно на поверхности алюминия, провалится сквозь землю, расплавленный припой с силой ударяется об эту поверхность и разрушает окисную пленку; освободившаяся от окислов “поверхность алюминия срочно смачивается расплавленным припоем, что и снабжает доброкачественную пайку.
Наряду с этим методе пайки не обязательно использовать флюсы. При применении ультразвуковых паяльников (см. рис. 180, а) отпадает необходимость в предварительной зачистке поверхности алюминия перед пайкой.
Обезжиривать поверхности нужно.
При пайке алюминия с применением ультразвука в большинстве случаев применяют л«гкоплавкие припои на цинковой либо оловянной базе с цинком, алюминием и кадмием. В ходе пайки нужно держать финиш рабочего стержня паяльника как возможно ближе к поверхности алюминия, но по возможности не касаться ее.
При залу-живании поверхности алюминия на поверхности припоя скапливаются мелкораздробленные частицы уничтоженной окисной пленки. Для получения в этом случае доброкачественного паяного соединения нужно зашлакованный слой припоя удалить с поверхности чистой тканью, а после этого произвести пайку свежим припоем.
Использование ультразвуковых колебаний при пайке алюминия особенно целесообразно в электро- и радиотехнической индустрии, где нежелательно пользоваться коррозийноактивными флюсами.
Способ пайки алюминия с химическим разрушением окисной пленки. Данный способ пайки осуществляется при нагреве посредством горелок, в печах и другими методами.
При пайке изделий из алюминия припоями на алюминиевой базе сначала горелкой подогревают пруток припоя и место спая до температуры 300—400 °С. После этого финиш прутка припоя окунают в сухой порошкообразный флюс типа 34А, а место спая дополнительно подогревают так, дабы температура его была приблизительно на 50° выше температуры плавления припоя.
Скоро и с нажимом выполняют припоем по непрерывно подогреваемому месту спая. Наряду с этим имеющийся на прутке припоя флюс растекается по поверхности алюминия и растворяет окисную пленку, а припой, расплавляясь при соприкосновении с изделием, заполняет очищенный флюсом паяемый шов.
По окончании пайки изделие должно быть шепетильно промыто для удаления остатка флюса, дабы предохранить спаянную поверхность от коррозии.
—-
его сплавов и Пайка алюминия воображает громадные затруднения благодаря легкой окисляемости алюминия с образованием прочной окисной пленки, и благодаря довольно часто наблюдающейся не сильный сопротивляемости коррозии мест пайки.
Самый несложный метод пайки алюминия — пайка трением. Металл подогревают до температуры плавления припоя; на поверхность металла наносят припой, что растирают проволочной щеткой либо шабером.
При натирании соскабливается припой и плёнка окисла прочно соединяется с зачищенной поверхностью металла. Слой припоя предохраняет зачищенную поверхность от соприкосновения с воздухом. Облуженные поверхности сжимают и паяют при нагревании.
Разновидностями пайки натиранием являются абразивная и ультразвуковая пайка. Абразивную пайку создают стержнем из измельченного асбеста с порошком припоя. При натирании нагретого металла асбест зачищает поверхность металла, а припой облуживает ее.
Паяльный абразивный стержень закреплен в особом паяльнике с электрическим нагревом.
Ультразвуковую пайку реализовывают ультразвуковым паяльником, в котором встроен магнитострикционный вибратор, информирующий ультразвуковые колебания рабочей части паяльника. Паяльник причиняет припой на поверхность металла, разрушает колебаниями слой окисла, и припой облуживает металл.
Паяльник питается током от высокочастотного лампового генератора. Припоями для пайки трением помогают технически чистый цинк либо сплавы цинка, к примеру 15—20% Sn, другое цинк.
Время от времени при пайке трением используют покровные флюсы из органических веществ — канифоль, стеарин и т. п. Пайка трением может дать удовлетворительную прочность, около девяти килограмм/мм2, но соединение подвержено коррозии и под влиянием воздуха, в особенности мокрой, скоро разрушается. Это разъясняется громадной отличием электрохимических цинка и потенциалов алюминия.
Взять вправду прочные соединения возможно только пользуясь припоями на базе алюминия; кое-какие составы их приведены в табл. 19.
Лучшим из этих припоев вычисляют 34А, воображающий собой сплав алюминия с кремнием и медью. Пайку ведут с нагревом газовой горелкой либо в соляных ванных. Для пайки этими припоями необходимы особые флюсы (табл.
20).
Для пайки алюминия лучшим считается флюс 34А, используемый совместно с припоем 34А. Флюс наносят на металл вместе с припоем, он скоро очищает металл, растворяя окислы, и припой легко растекается по очищенной поверхности, образуя прочное соединение с пределом прочности 15—18 кГ/мм2, стойкое против коррозии.
")