Рабочее место слесаря
Рабочим местом именуется участок цеха либо мастерской со всем пребывающим на нем машинным и вторым оборудованием, устройствами, принадлежностями и инструментами, отведенный для исполнения определенных операций.
")
Рис. 1. Слесарные верстаки: а — одноместный верстак: 1 — ножка верстака, 2— стол верстака (верстачная доска), 3 — предохранительная сетка, 4— чертеж, 5 — полочка для контрольно-измерительного инструмента, 6 — электрическая лампочка, 7 — тиски, 8 — выдвижные коробки для инструмента, 9 — сиденье; б— регулируемая по высоте ножка одноместного верстака; в — двухместный верстак: 1 — стол верстака, 2 — тиски, 3 — электрическая лампочка, 4 — чертеж, 5 —предохранителньая сетка, 5—выдвижные коробки для инструмента
Главное оборудование рабочего места слесаря — верстак с Установленными на нем тисками (рис. 1).
Верстак представляет собой особый стол для выполне-НИя слесарных работ. Верстачная доска сверху покрывается кРовельным железом либо линолеумом, или фанерой.
Спереди и с боков устанавливаются древесные планки — бортики, мешающие падению с верстака небольших инструментов и предметов.
Для хранения инструмента в верстаке имеются выдвижные коробки. Высота верстака 800—900 мм, протяженность 1000—1200 мм, ширина 700—800 мм. Верстаки смогут быть одноместными, т. е. для одного слесаря, и многоместными.
При определении размеров многоместных верстаков исходят из главных размеров одноместных верстаков. Расстояние между тисками на многоместных верстаках 1000—1200 мм.
Рис. 2. Стуловые тиски: 1 — верстак, 2 — неподвижная губка, 3 — подвижная губка, 4 — зажимной винт, 5 — нога для крепления тисков к верстаку, 6 — наварные пластины
Одноместные верстаки изготовляются и с регулируемыми но высоте ножками для установки верстака по росту трудящегося. Для предохранения трудящихся от осколков, разлетающихся на протяжении рубки металла, верстаки ограждаются проволочной сеткой, затянутой в рамки.
При сборочных работах вместо верстаков используют железные столы с установленными на них приспособлениями.
Тиски. Для закрепления и удержания обрабатываемых предметов на верстаке устанавливают зажимные приспособления, именуемые верстачными тисками.
В слесарном деле употребляют тиски стуловые, параллельные и ручные.
Стуловые тиски (рис. 2) имеют неподвижную и подвижную губки. Неподвижная губка имеет удлиненную ногу.
Губки разводятся и сближаются при помощи зажимного винта.
Стуловые тиски изготовляются из мягкой стали. Для увеличения твердости увеличения частей прочности и рабочих губок зажима обрабатываемых в них предметов на рабочие части наваривается слой более жёсткой (инструментальной) стали либо па винтах ставятся закаленные пластины 6 из такой же стали рабочие поверхности пластин насекаются крестообразной насечкой и закаливаются.
Преимуществом стуловых тисков есть их прочность, которая позволяет делать в этих тисках тяжелые слесарные работы, к примеру срубание толстых слоев металла, правку и гибку толстого материала, холодную и тёплую клепку и др. Недочёт стуловых тисков содержится в том, что поверхности их губок при раздвигании не остаются параллельными между собой.
Получается так, что узкие предметы зажимаются лишь верхней частью губок, а широкие — лишь нижней частью; в следствии понижается прочность зажима. Не считая тою, крепление стуловых тисков к верстаку при работе со временем ослабевает, исходя из этого приходится подтягивать крепящие болты.
Наконец, у стуловых тисков резьба зажимного винта засоряется грязью и опилками, благодаря чего гайка и винт, скоро изнашиваются. Для предотвращения этого винт в промежутке между губками закрывают предохранительным раздвижным козырьком (на рисунке не продемонстрирован).
Параллельные тиски именуются так вследствие того что их подвижная губка при раскрывании тисков перемещается, оставаясь параллельной неподвижной губке.
При работе на верстаке в основном употребляются поворотные параллельные тиски (рис. 3).
В этих тисках в корпусе неподвижной губки имеется сквозной прямоугольный вырез, в котором помещена гайка зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки.
Зажимной винт, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой. При вращении зажимного винта в ту либо другую сторону он будет ввинчиваться в гайку либо вывинчиваться из нее и соответственно перемещать подвижную губку.
Подвижная губка, приближаясь к неподвижной, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.
Рис. 3. Параллельные поворотные тиски: 1 — подвижная губка, 2 — неподвижная губка, 3 — зажимная гайка, 4 — направляющая призма (хвостовик) подвижной губки, 5 — зажимной винт, б — Т-образная выточка для гайки зажимного болта, 7 —основание тисков (плита с лапками), 8 — центровой болт, 9 — стопорная планка, 10—поворотная часть тисков, 11 — винт для крепления тисков к верстаку
Неподвижная губка тисков соединена с основанием при помощи центрового болта, около которого и происходит при необходимости поворот тисков. Закрепление тисков в требуемом положении производится болтом.
Рис. 4. Проверка установки на верстаке параллельных и стуловых тисков по росту трудящегося
Изготовляют параллельные тиски из серого чугуна. Для увеличения срока их работы к рабочим частям губок прикрепляют винтами металлические (из инструментальной стали марки У8) закаленные пластинки с крестообразной насечкой.
Размеры тисков определяются шириной их губок, которая колеблется в пределах от 60 до 150 мм; вес тисков— соответственно от 3 до 50 кг.
Правильность установки тисков на верстаке определяется каждым трудящимся по его росту (рис. 4).
При установке параллельных тисков поднимаются перед тисками прямо, не сгибаясь, ставят на губки тисков сверху локоть согнутой и прижатой к груди руки и распрямляют пальцы,— при верной установке тисков пальцы должны коснуться подбородка. Диагностику установки стуловых тисков создают тем же методом с той только отличием, что при верной их установке подбородка должны коснуться не распрямленные пальцы, а пальцы, сжатые в кулак.
При верной установке параллельных тисков по росту локтевая часть правой руки обязана пребывать в горизонтальном положении, образуя в локтевом сгибе прямой угол (рис. 4,в).
При неправильной установке тисков локоть правой руки окажется либо опущенным вниз либо поднятым вверх.
При высоком росте трудящегося тиски устанавливают на древесных подкладках соответствующей высоты. При малом росте трудящегося используют подножные решетки, убираемые любой раз по окончании работы под верстак.
Надобность в подкладках и подставках отпадает, в случае если сами верстаки имеют устройство для регулирования их высоты. Одноместные верстаки таковой конструкции используются на машиностроительных фирмах.
Ручные тиски используют для закрепления небольших предметов. Существуют ручные тиски, каковые при работе держат в руке, и такие, каковые зажимают в верстачные тиски. На рис.
5 продемонстрированы порядок пользования и ручные тиски ими.
Для слесарных работ, в то время, когда требуется многократно и скоро закреплять и освобождать обрабатываемую подробность, пользуются быстродействующими зажимными приспособлениями, к каким относятся рычажные тиски с педалью и пневматические тиски.
Схема самые простых рычажных тисков дана на рис. 6, а. Через корпус неподвижной губки проходит шток подвижной губки, что совокупностью рычагов соединен с педалью.
При нажиме на педаль рычаг, преодолевая упрочнение пружины, опускаясь книзу, через рычаг передвигает шток подвижной губки влево, освобождая подробность. При освобождении педали упрочнением пружины рычаг через рычаг перемещает шток с подвижной губкой вправо, зажимая подробность.
Вторая конструкция рычажных тисков продемонстрирована на рис. 6,б. Тут кроме этого через совокупность рычагов при нажиме на педаль перемещается шток подвижной губки вправо, зажимая Подробность. При отпущенной педали пружиной подвижная губка перемещается влево, освобождая подробность.
Нужный предварительный раствор губок тисков устанавливается посредством гайки и винта рукояткой.
Рис. 5. Ручные тиски: а — простые ручные тиски: 1 — губки, 2 — барашек, 3 — пружина; б — ручные тиски для узких работ; в — опиливание стержня, зажатого в руч ных тисках
Одна из конструкций пневматических тисков, приводимых в воздействие сжатым воздухом, продемонстрирована на рис. 7, а. Шток подвижной губки, проходящей через корпус неподвижной губки, соединен с диафрагмой пневматической камеры.
При подаче сжатого воздуха в камеру диафрагма прогибается и, перемещая подвижную губку вправо, зажимает подробность. При выпуске из камеры сжатого воздуха подвижная губка и диафрагма возвращаются в начальное положение.
Нужный предварительный раствор губок устанавливается посредством винтовой пары в подвижной губке.
Рис. 6. Рычажные тиски
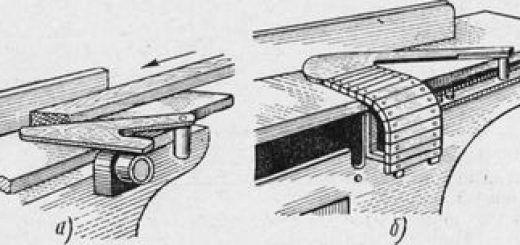
Сейчас применяются универсальные пневматические тиски (рис. 1,6). Подвижная губка перемещается штоком, на нижнем финише которого укреплен поршень.
При подаче краном сжатого воздуха в камеру под поршень косым срезом на верхнем финише штока губка перемещается вправо, зажимая обрабатываемую подробность. При переключении крана сжатый воздушное пространство давит на поршень сверху, перемещая шток вниз; наряду с этим губка перемещается влево, освобождая обрабатываемую подробность.
Предварительный раствор губок в зависимости от величины зажимаемой подробности устанавливается посредством винтовой пары в подвижной губке.
Рис. 7. Пневматические тиски