Сборка пакетов
В зависимости от назначения древеснослоистых пластиков сборка пакетов может производиться по двум схемам: по схеме для маленьких плит, в то время, когда их размеры равны установленным размерам шпона, и по схеме для долгих плит, в то время, когда их размеры больше установленных размеров страниц шпона.
В первом случае продольные страницы находятся по маленькой стороне плит пресса, а во втором — по долгой.
Сборка пакетов выполняется на чистых железных прокладках, смазанных узким слоем олеиновой кислоты либо минерального масла, обезвоженного методом кипячения в течение 10—15 мин.
Пакеты для плит марки ДСП-А собирают лишь по схеме для маленьких плит. Пакеты загружают в промежутки пресса с таким расчетом, дабы один пакет прилегал к второму продольными кромками.
")
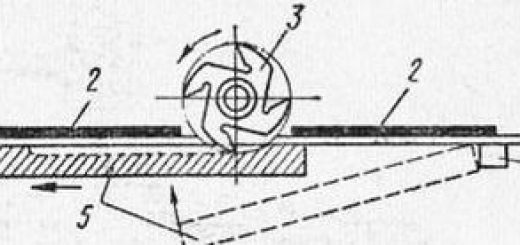
Рис. 1. Сборка пакетов нескончаемой длины
Пакеты для плит марки ДСП-Б смогут набираться по схемам как для маленьких плит, так и для долгих.
При комплекте пакетов через каждые десять либо двадцать продольных слоев укладывается один поперечный слой. Продольные слои укладываются так же, как при комплекте пакетов марки ДСП-А.
Учитывая требования потребителей, в технологии производства древеснослоистых пластиков предусмотрено изготовление пластиков различных размеров.
Но потому, что в фанерном производстве перерабатывается сырье в чураках длиной 1600 и 1300 мм, долгие плиты древеснослоистых пластиков приходится перед прессованием собирать в пакеты, складывающиеся из нескольких (как по длине, так и поперек волокон) страниц шпона.
Установлено, что при сборке пакетов из нескольких страниц шпона наилучшим методом есть сборка внахлестку, в то время, когда в любом поперечном сечении пакета видится лишь одна нахлестка.
Главной величиной, определяющей параметры пакета, есть протяженность страниц шпона, из которых формируется пакет.
В практике производства древеснослоистых пластиков сборка пакетов выполняется по методу постоянной сборки: пакеты собирают нескончаемой длины, а заданная величина их получается методом поперечной разрезки таких пакетов на отрезки определенного размера. Данный метод сборки очень несложен и для производства эргономичен тем, что пакет возможно собирать из страниц шпона одной длины.
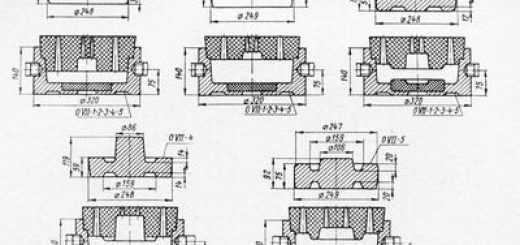
Рис. 2. Схема сборки при длине пакета более 1550 мм:
Но не все виды древеснослоистых пластиков возможно собирать пакетами по методу постоянной сборки. К примеру, для армированных древеснослоистых пластиков разрезка пакетов фактически неосуществима.
Время от времени из-за нехватки площади нельзя использовать метод постоянной сборки пакетов. Исходя из этого приходится собирать пакеты определенной конечной длины. Наряду с этим нужно иметь шпон различной длины.
Данный процесс сборки усложняет условия производства и требует очень четкой организации.
Значение 0 говорит о том, что при нескончаемом количестве слоев шпона в пакете величина нахлестки пытается к 0 и что в этом случае пакеты возможно собирать не внахлестку, а встык.
В случае если учесть, что с повышением числа слоев в пакете растет количество дополнительных размеров, то затруднения при изготовлении таким методом древеснослоистых пластиков кроме этого возрастают. Разумеется, что для изготовления древеснослоистых пластиков следовало бы изыскать таковой метод сборки пакетов, при котором количество дополнительных размеров будет мельчайшим независимо от числа слоев в пакете.
Ответ данной задачи предложено инженером К. Ф. Севостья-новым в виде метода сборки пакета «блоками».
Под блоками подразумеваются части пакета определенной толщины (кратной неспециализированной толщине пакета), собранные внахлестку и уложенные друг на друга. При таком методе сборки пакет будет состоять по толщине из нескольких однообразных блоков.
Следовательно, количество дополнительных размеров шпона определится не толщиной пакета, а толщиной блока.
Рис. 3. Собранный пакет марки ДСП-Г
При сборке пакетов блоками изменяется толщина пакета за счет слоев, образованных в блоке нахлестками. Исходя из этого число слоев в пакете должно быть уменьшено на число блоков.
При сборке пакетов из долгих плит марки ДСП-Б либо ДСП-В, как видно из приведенного примера, продольные слои планируют по длине внахлестку, поперечные же слои при сборке пакетов укладываются встык.
Перед сборкой пакетов из плит марки ДСП-Г (рис. 19) заготовляется шпон в виде квадратов со стороной, равной диаметру заготовки, вписанной в квадрат окружности, плюс припуск на обрезку 20—30 мм.
В пачке шпона в центре страницы (точка пересечения диагоналей) сверлится отверстие диаметром 15—20 мм.
Пакеты собирают на столе, имеющем приспособление в виде вращающегося диска, поделённого на 12 частей, со смещением волокон древесины в смежных слоях на угол 30°. Приспособление имеет защелку, при помощи которой фиксируется угол поворота диска.
Ось, на которой вращается диск, укреплена на столе и выступает над ним на 200—300 мм.
При сборке пакетов страницы шпона берут из пачки, расположенной рядом, и надевают на ось вращения диска. После этого диск поворачивают на требуемый угол до фиксации угла поворота защелкой и на ось надевают второй лист шпона.
Наряду с этим шпон кладется в том же положении, в котором он находится в пачке.
В таком же порядке набирается целый пакет. Собранные пакеты снимают с оси, скрепляют шпагатом (петлевой стяжкой через отверстие), укладывают между железными прокладками и подают в пресс.