Секреты сварки
«Глубокоуважаемая редакция издания «Моделист-конструктор»! Имеется такое непростое ремесло — умение обладать ручной электросваркой. Оно нужно не только специалистам на производстве, но и тем, кто обожает мастерить собственными руками в быту— как в гараже, так и на даче.
Но обладают им по-настоящему немногие.
Как создатель самоучителя «Электросварка глазами практика» берусь утверждать, что при наличии условий и сварочного аппарата для ярких практических занятий по самоучителю возможно удачно овладеть первыми навыками в данной профессии», — написал нам из города Шлиссельбурга Ленинградской области Сергей Александрович Архипов.
Высококвалифицированный рабочий-сварщик, он много лет проработал в таких ответственнейших отраслях, как судоремонт и судостроение. Богатый опыт практика и лег в базу его необыкновенного самоучителя, в котором создатель доходчиво раскрывает секреты сварочных работ и приводит конкретные советы, каковые окажут помощь получить нужные навыки электросварки не только желающим овладеть данной профессией, но и многочисленной армии энтузиастов технического творчества, авто-мотолюбителей, фермеров и садоводов, самодеятельных конструкторов, домашних мастеров.
Книга С.А.Архипова издана в Петербурге маленьким, к сожалению, тиражом. Исходя из этого даем возможность заинтересованным читателям отечественного издания ознакомиться с некоторыми практическими ее разделами.
Ветхая шутка гласит: дабы приготовить шашлык из барашка, необходимо иметь хотя бы зайца. Так и в деле электродугового соединения металлов: дабы сделать первые шаги к секретам данной технологии, потребуются трансформатор, электроды да и то, без чего кроме того при их наличии не сможет трудиться ни один сварщик — щиток со светофильтром и электрододержатель.
")
Получить большая часть из этих нужных вещей на данный момент — не неприятность: торговля и промышленность предлагают богатый выбор. Но и для их совершенствования, как показывает опыт, поле для творчества широкое. Вероятно кроме того изготовление более эргономичных, самодельных.
И не только по окончании овладения знаниями и техникой в данной области, но и на подступах к ней, к примеру, конструкция электрододержателя (о ней мы поведаем ниже).
Но перед тем как покупать оборудование, нужно усвоить практические сведения о его взаимосвязи и особенностях с теми работами, каковые вам предстоят.
И тут мало иметь представление, что электродуговая сварка штучными электродами — это соединение железных подробностей поступательным нагревом места их стыка до жидкого состояния за счет тепловой энергии электрического дугового разряда между противоположными электрическими полями: свариваемой конструкцией (массой) и электродом. Так как сварочная дуга может иметь различные источники питания.
К примеру, сварочные трансформаторы переменного тока либо генераторы и сварочные выпрямители постоянного тока. В чем тут отличие? А она имеется кроме того в одной из этих разновидностей.
К примеру, при применении источника питания электродуги постоянного тока различают два вида подключения: прямой полярности и обратной. В первом случае сварочный провод — «почва», что подсоединяется к «массе» — свариваемой конструкции, закрепляется на сварочном выпрямителе к клемме «плюс», а провод от электрододержателя — к клемме «минус».
ток прямой и Такое подключение полярности целесообразны для сварки и резки металла толстостенных подробностей, требующих громадного количества тепла для их прогрева. Поменяв подключение проводов на выпрямителе, возьмём ток обратной полярности, используемый при сварке тонкостенных подробностей.
Хитрость тут в том, что на отрицательном полюсе (катоде) температура более низкая, чем на хорошем (аноде), за счет чего электрод расплавляется стремительнее, а нагрев подробности довольно значительно уменьшается — понижается и опасность ее прожога.
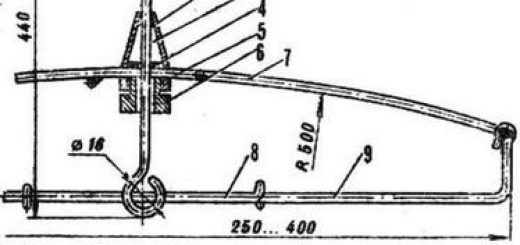
Самодельный электрододержатель:
А, Б, В, Г, Д — последовательность стадий его изготовления;1 — уголок; 2 — отверстие 04 для выталкивания огарка; 3 — области зауживания уголка; 4 — прижим электрода; 5 — шов прижима сварочный; 6 — ручка-изолятор; 7 — провод сварочный; 8 — трубка опрессовки провода; 9 — место сварки торца провода с трубкой; 10 — шов трубки, сварочный; 11 — электрод в рабочем положении.
А при работе на сварочных трансформаторах переменного тока нет ни прямой, ни обратной полярности сварочного тока из-за периодической смены в сварочной цепи хорошего и отрицательного полюсов; тут другие особенности работы.
Пара практических рекомендаций, дабы первые шаги по освоению электросварки проходили более удачно.
Самые приемлемые электроды для начинающих — это электроды переменного тока диаметром 3—4 мм.
Для первых пробных сварочных швов лучше применять железные пластины толщиной 4—6 мм. А из сварочных щитков советую как самый удобный в работе наго-ловный щиток. Его преимущество перед ручным в том, что свободная рука может придерживать свариваемую подробность.
Для зачистки сварочных швов от шлака полезно иметь кроме этого тяжелое зубило с рычагом-рукояткой. Наконец, одна из самых ответственных подробностей успешной работы — электрододер-жатель.
На нем нужно остановиться очень.
Дело в том, что существует большое количество разновидностей конструкции электрододержателей как опытных, так и самодельных.
И это не просто так, по причине того, что к этому нехитрому инструменту предъявляется много требований, начиная от безопасности и заканчивая удобством в работе.
Желаю предложить читателям собственный вариант держателя, предельно несложного по конструкции и надежного, испытанного на практике и прекрасно себя зарекомендовавшего.
Его отличают такие проверенные в работе качества, как лёгкость и компактность, удобство в манипулировании рукой при сварке, прочность закрепления электрода в держателе, возможность несложной и своевременной замены отработанного огарка на новый электрод.
Чтобы изготовить таковой электродержатель, достаточно подобрать из имеющихся под рукой материалов подходящие и выполнить последовательность несложных операций (см. рис).
Потребуется железный уголок I с полками размерами 20×20 мм и длиной 100 мм. Отойдя от одного из финишей 10 мм, сверлим отверстие 2 диаметром 4,1 мм.
Оно нужно чтобы возможно было комфортно и скоро поменять электрод: засунув в это отверстие оголенный финиш нового, вытолкнем из держателя электрод-огарок.
Отойдя от того же финиша 40 мм, произвольно заузим оставшуюся часть уголка 3, как продемонстрировано на рисунке.
Потом из отрезка арматурного стержня диаметром 6 мм и длиной 80 мм (либо пружинной проволоки того же диаметра) изготовим прижим 4 коленчатой формы. Выставив эту пружину на уровне среза уголка, приварим ее хвостовик по центру уголка (сварочный шов 5 — с обеих сторон хвостовика).
Ручкой держателя и в один момент его изолятором 6 послужит отрезок дюритового либо толстостенного резинового шланга с маленьким длиной и внутренним диаметром 150 мм. Пропустив через него сварочный провод 7 и зачистив его финиш, запрессуем, сплющив тонкостенную металлическую трубу 8 подходящего (маленького) диаметра и длиной 50 мм.
Выступающий из нее финиш провода 9 для лучшего контакта приварим к трубке, а последнюю наложим на зауженную часть уголка держателя и кроме этого приварим П-образным швом 10. Остается надвинуть изолятор на уголок, и электрододер-жатель готов.
Как продемонстрировала практика, таковой электрододержатель эргономичен а также незаменим при сварке в стесненных условиях. Отметим, что при работе с ним, как и со всеми подобными устройствами открытого типа, нужно выполнять меры безопастности и не допускать маленьких замыканий, другими словами долгосрочных соприкосновений его с «массой».