Стакчи для поперечного раскроя
Конструкция станков. В зависимости от вида поперечного раскроя различают круглопильные станки для предварительной торцовки досок по длине на заготовки и окончательной чистовой торцовки подробностей с целью получения правильного размера.
Круглопильные станки для предварительной торцовки досок в зависимости от расположения подачи и характера пилы ее довольно распиливаемого материала бывают с нижним размещением пилы (ТС-2, ТС-3), с прямолинейным перемещением и верхним расположением пилы (ЦПА) либо с шарнирно-рычажной подвеской пилы (ЦМЭ-ЗА).
Торцовочный станок с прямолинейным перемещением пилы ЦПА40 (рис. 1) рекомендован для поперечной распиловки досок, щитов и брусьев, а кроме этого для выработки пазов.
В верхней части колонки станка на подшипниковых опорах-роликах установлен суппорт. Колонка переставляется по высоте маховичком и крепится рукояткой.
Пильный суппорт подается от гидроцилиндра нажатием на педаль. К суппорту прикреплен электродвигатель, на вал которого установлена круглая выпивала.
Заготовки базируются на столе с роликами, направляющей линейкой и торцовыми откидными либо утапливаемыми упорами.
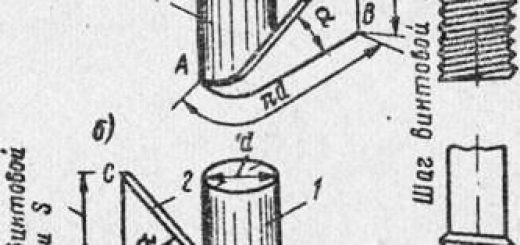
Гидравлическая схема привода подачи суппорта продемонстрирована на рис. 2. Масло от насоса Н поступает к предохранительному клапану КП и распределителю Р, управляющему гидроцилиндром Ц. При нажатии на педаль электромагнит ЭМ переключает распределитель в левое крайнее положение и обе полости цилиндра соединяются с насосом в один момент.
")
Рис. 1. Торцовочный станок с прямолинейным перемещением пилы ЦПА40: 1 — педаль, 2 — маховичок подъема колонки, 3 — рукоятка зажима колонки, 4 — стол с роликами, 5 — ограждение, 6 — выпивала, 7 — электродвигатель, 8 — направляющая линейка, 9 — суппорт, 10 — гидроцилиндр, 11 — колонка, 12 — станина, 13 — электродвигатель гидропривода подачи
Рис. 2. Гидравлическая суппорта торцовочного станка ЦПА40 1- ограничитель, 2 — ручка настройки скорости подачи, схема привода подачи 3,4 — рычаги, 5,6 — упоры; Н — насос, КП — предохранительный клапан, Р — распределитель, Ц — гидроцилиндр
Благодаря разности создаваемых упрочнений от давления масла слева и справа поршень движется в сторону штоковой полости и суппорт совершает рабочий движение. В конце рабочего хода упор со скошенным финишем воздействует на рычаг и переключает распределитель вправо.
В момент переключения бесштоковая полость цилиндра соединяется с баком Б и суппорт совершает обратный движение. В конце хода Ограничитель нажимает на упор, что переключает распределитель и рычаг Р в исходное правое положение. Суппорт останавливается.
Для повторения цикла нужно снова надавить на педаль. Скорость рабочего хода регулируют ручкой дросселя, размещенного в распределителе.
Круглопильные станки для чистовой торцовки подробностей бывают концеравнительные с одновременной обработкой двух торцов заготовки (Ц2К12-1, Ц2К20-1) и с дополнительными фрезерными головками для выборки профиля на кромках щитовых подробностей (Ц2К12Ф-1, Ц2К20Ф-1).
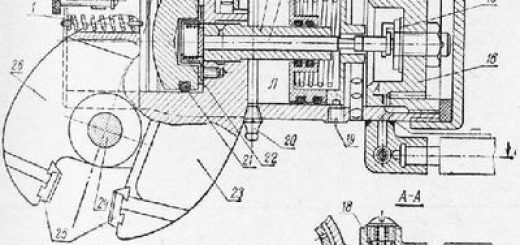
Концеравнитель Ц2К20Ф-1 для выборки профиля и торцовки деталей на кромках щитовых подробностей приведен на рис. 3. К звеньям двух конвейерных цепей прикреплены упоры.
Цепи скользят по направляющим и приводятся в перемещение валом через цепную передачу, червячный редуктор от электродвигателя с регулируемой частотой вращения. Базирование материала осуществляется передней по ходу подачи кромкой заготовки, которая прижимается к упорам приводными прижимными ремнями.
Привод ремней через зубчатую передачу и телескопическую корданную передачу осуществляется от вала. Скорость ремней делают больше скорости цепей для надежного прижима заготовки к упорам.
При торцовке брусковых подробностей привод прижимов отключают и их перемещение осуществляется за счет сцепления с заготовкой. В этом случае упоры движущихся цепей толкают заготовки на режущие инструменты.
Рис. 3. Концеравнительный станок Ц2К20Ф-1 с дополнительными фрезерными суппортами: 1 — выпивала, 2 — конвейерная цепь, 3 — направляющая, 4 — упор, 5,6 — фрезы, 7 — вал, 5 — цепная передача, 9 — червячный редуктор, 10 — электродвигатель, 11 — прижимной ремень
Круглые пилы, фрезы горизонтальные и вертикальные закреплены на валах электродвигателей (частота вращения 3000 об/мин), каковые установлены на суппортах. Любой суппорт может перемещаться по горизонтали и вертикали в зависимости от длины и толщины торцуемой подробности.
Правый суппорт совместно с правой конвейерной цепью смонтированы на колонке, которую возможно переставлять на длину заготовки (от 200 до 2000 мм) по направляющим станины станка.
Наладка станков. На станках для предварительной торцовки досок применяют в основном плоские круглые пилы с разведенными зубьями. В случае если требуется высокий уровень качества раскроя, применяют пилы с пластинами из жёстких сплавов.
Такие пилы пригодны для смешанного раскроя древесины, а кроме этого древесностружечных и столярных плит, оклеенных шпоном щитов, щитов и клеёной древесины, облицованных листовыми пластиками.
Перед установкой пилы на шпиндель нужно проверить уровень качества ее подготовки. направляться кроме этого проверить состояние прижимной посадочной шейки и шайбы вала. Опорные поверхности шайб должны быть очищены от грязи и перпендикулярны оси вращения шпинделя.
Торцовое биение поверхности шайбы допускается не более 0,02 мм на диаметре 100 мм. Пилу надевают на вал электродвигателя и надежно крепят гайкой.
Пель-ный суппорт регулируют по высоте так, дабы зубья пилы размешались в пазу стола на 5…6 мм ниже его рабочей поверхности. Настроечное перемещение реализовывают маховичком методом подъема либо опускания колонки совместно с суппортом.
По окончании настройки по высоте колонку фиксируют стопорным устройством.
Рабочий движение пильного суппорта регулируют перестановкой упоров-ограничителей. Ограничители устанавливают в зависимости от ширины торцуемой доски так, дабы при подаче холостой пробег пилы был минимальным. Это разрешает действеннее применять станок.
При регулировке упоров пользуются шкалой, укрепленной на суппорте либо станине станка.
Потом реализовывают размерную настройку торцовочного станка. Различают торцовку по предварительной разметке и с установкой заготовки по шкале (меткам), нанесенной на направляющей линейке, либо по упору.
Установка заготовки на позиции по меткам не снабжает правильного получения размера и может использоваться лишь для предварительной неотёсанной торцовки досок. Базирование заготовок по упору разрешает торцевать подробности с громадной точностью.
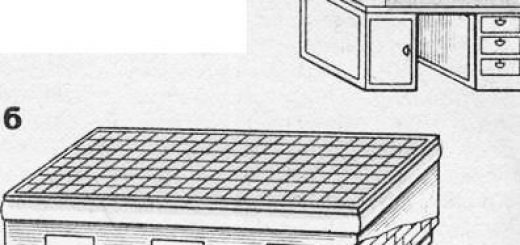
Для увеличения производительности при торцовке подробностей различной длины применяют пара упоров с ручным либо автоматическим управлением (рис. 4).
Упоры, в большинстве случаев усиливаемые на штанге, смогут переставляться на заданную длину отпиливаемой подробности. Для правильного перемещения упоров пользуются шкалой, прикрепленной к направляющей линейке либо штанге.
Расстановку упоров контролируют методом контроля длины подробностей, взятых при пробной распиловке. При необходимости размещение упоров корректируют.
Скорость подачи в станках с гидроприводом регулируют трансформацией числа ходов суппорта в 60 секунд. Число ходов устанавливают в зависимости от размеров сечения и породы древесины распиливаемой заготовки.
При торцовке древесины жёстких пород применяют меньшее число ходов суппорта, чем при раскрое древесины мягких пород.
Подготовив и наладив станок и убедившись в свободном и верном вращении пилы, приступают к пробной распиловке. Выпиленные подробности должны удовлетворять следующим требованиям: отклонение от перпендикулярности торца к кромке и пласти подробности допускается не более 0,2 мм на длине 100 мм; шероховатость поверхности резания Rmmax должна быть не более 320…500 мкм.
Перпендикулярность контролируют угольником.
Рис. 4. Настройка станка для торцовки подробностей по упорам: а — откидным, б — отапливаемым; 1- упоры, 2 — штанга, 3 — шкала, 4 — направляющая линейка, 5 — рабочее место станочника
Наладка концеравнительных станков имеет кое-какие особенности в размерной настройке, которая содержится в следующем. Подвижную колонку, несущую пильный суппорт и конвейерную цепь, перемещают на расстояние, примерно равное длине подробности; регулируют по высоте прижимные устройства и пильные суппорты в зависимости от толщины заготовки, а после этого положение выпивал на требуемую длину подробности. Затем необходимо оторцевать пробные заготовки, замерить их длину и при необходимости поднастроить станок
Работа на станках. Торцовочный станок в большинстве случаев обслуживают двое рабочих.
Станочник низшего разряда принимает с разборочного конвейера доску и верно ориентирует ее на роликовом столе. Включив привод роликов, смотрит за перемещением доски к станку.
Второй рабочий, принимая доску, подает ее к пиле так, дабы обрезать дефектный финиш доски и выравнять ее торец.
В станках с механизированной подачей пилы поток раскраиваемых досок идет справа налево и станочнику эргономичнее пребывать справа от пилы. Обеими руками он прижимает доску к направляющей упору и линейке, а посредством педали включает подачу пилы.
Необходимо смотреть за тем, дабы доска была перпендикулярна пиле, а кромка доски касалась направляющей линейки, поскольку в случае перекоса доски не будет достигнута перпендикулярность торца кромке. Станочник, прижимая доску к линейке, обязан держать руки на надёжном расстоянии от пилы (не ближе 300…400 мм).
При механизированной разборке штабеля второй рабочий обязан следить за работой разборочного конвейера и вовремя включать либо выключать его в зависимости от темпа раскроя досок.
На концеравнительных станках станочник укладывает на конвейерные цепи очередные заготовки так, дабы их кромки были прижаты к толкающим упорам, а торцы касались установленной сбоку упорной линейки станка.
При выгрузке деталей и механизированной загрузке станочник обязан смотреть за верной работой всех механизмов и при необходимости регулировать их.