Станки для раскроя листовых материалов
Конструкция станков. Для обрезки мебельных щитов с четырех раскроя и сторон листовых материалов применяют станки ЦТЗФ-1 и ЦТЗФ-2.
Плиты размером 1850X3750 мм раскрывают на станке ЦТМФ с программным управлением, а форматную обработку щитовых деталей делают на станках ЦФ2.
Станок форматно-обрезной трехпильный ЦТЗФ-1 складывается из сварной станины с двумя рельсовыми направляющими, закрепленными на стойках рамы. На направляющих установлена каретка с распиливаемым материалом.
Сбоку станка имеется пульт управления, гидропривод и гидростанция. На траверсе смонтированы два продольных суппорта с пилами и поперечный суппорт с пилой для поперечного пиления.
Суппорты разрешают опускать либо поднимать пилы маховичками в зависимости от диаметра выпивал и толщины распиливаемой пачки плит. Продольные суппорты на траверсе на заданную ширину выпиливаемых подробностей устанавливают вручную с помощью рукоятки через цепную передачу.
Подача суппорта поперечного резания на протяжении траверсы осуществляется от гидромотора через совокупность блоков тросом.
")
Рис. 1. Станок форматно-обрезной трехпильный ЦТЗФ-1: 1 — станина, 2 направляющая, 3 — пульт управления, 4 — гидростанция, 5 — гидропривод поперечного суппорта, 6 — траверса, 7, 12 — суппорты, 8, 11 — маховички, 9 — выпивала для продольного пиления, 10 — выпивала для поперечного пиления, 13 — трос, 14 — распиливаемый материал, 15 — каретка
Каретка представляет собой сварную раму, сверху которой имеется настил из древесных реек для предохранения от повреждения пилами. Подача стола осуществляется от гидромотора через систему и червячный редуктор блоков с помощью троса, один финиш которого прикреплен к столу, а второй к станине (на рис. не продемонстрирован).
Для остановки стола в заданном положении имеются переставные ботинки, устанавливаемые по линейке в зависимости от длины выпиливаемых подробностей. Для увеличения точности остановки стола в требуемом положении скорость перемещения его при подходе башмака с кулачком к выдвижному упору снижают методом автоматического переключения режима работы гидропривода, управляемого путевым конечным выключателем.
Наладка станка. На столе крепят калиброванные древесные рейки либо подкладной щит так, дабы при работе пилы не касались древесного настила стола и прорезали материал на всю его толщину.
По заданным размерам выпиливаемых заготовок перемещают продольные суппорты по направляющим траверсы и фиксируют зажимами. Потом устанавливают на столе мобильной башмак с упором для снятия прижимного валика с защелки так, дабы в начале реза щит был надежно прижат к столу.
Настраивают по измерительной линейке мобильные ботинки с кулачками, которыми производится переключение режима работы гидропривода стола и его остановка.
Рабочую скорость поперечного суппорта и стола регулируют дросселями, скорость холостого хода стола должна быть не более 25 м/мин. Поперечный суппорт обязан перемещаться лишь по окончании полной остановки стола на упоре.
Это достигается совместной регулировкой дросселя, реле времени и положения путевого конечного выключателя.
Работа на станке. На стол станка двое рабочих укладывают распиливаемый щит, сглаживают и базируют его по упорам либо шаблону.
Включают электродвигатели пильных суппортов, после этого привод гидростанции.
При пуске стола вперед прижимные валики машинально опускаются и прижимают щит к столу. При подходе передней кромки щита под линию реза поперечного суппорта скорость стола замедляется и он упирается в выдвижной упор.
По окончании остановки стола включается подача поперечного суппорта и щит распиливается. По окончании распиловки выдвижной упор отапливается и стол снова движется вперед для исполнения продольных резов.
При подходе задней кромки щита под линию реза совершаются подобные операции.
После достижения столом конечного положения прижимные валики поднимаются и заготовки открепляются. Рабочие складывают готовые подробности в штабель и убирают обрезки.
По окончании уборки включают цикл обработки и обратный ход стола повторяется.
Многопильный форматно-раскроечный станок ЦТМФ с программным управлением используют для чернового раскроя пакетов древесностружечных, древесноволокнистых либо столярных плит на заготовки щитовых подробностей мебели.
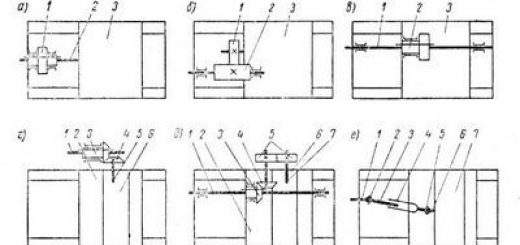
Станок выполнен в виде двух агрегатов для поперечного и продольного раскроя (рис. 2).
Агрегат для поперечного раскроя складывается из гидравлического подъемного стола, каретки для подачи и загрузки пакета, устройства базирования пакета, пильного суппорта для поперечного резания с пилой, ось вращения которой находится ниже рабочей поверхности стола.
Рис. 2. Схема форматно-раскроечного многопильного станка ЦТМФ 1 — подъемный стол, 2 — устройство базирования пакета, 3 — упор, 4, 15 — направляющие, 5, 13 — суппорты, 6 — пилы, 7, 11 — пневмоцилиндры, 8 — подъемные направляющие, 9 — каретка, 12 — траверса, 14 — электродвигатель, 16 — прижим, 17 — зажимы-упоры, 18 — загу-зочная каретка, 19 — толкатель
Агрегат для продольного раскроя включает в себя каретку 9, направляющие 8 с рычажным механизмом подъема их от пневмоцилиндра. Пильные суппорты для продольного раскроя установлены на направляющих траверсы с возможностью настройки на протяжении траверсы на заданный размер выпиливаемых заготовок.
Любой суппорт снабжен шарнирно закрепленными на качающемся рычаге пильным шпинделем с пилой. Рычаг с пилой поднимается либо опускается пневмоцилиндрбм П. Исходное положение выпивал — поднятое.
Станок трудится следующим образом. Штабель плит, предназначенных для раскроя, устанавливают на подъемный стол. По окончании подъема штабеля до отметки загрузки пакета плит в станок включают загрузочное и подающее устройства станка.
Пакет плит высотой до 60 мм продвигается упорами на выравнивания и позицию базирования. Пакет захватывается упорами-зажимами и продвигается на позицию поперечного раскроя. Сперва спиливается передняя кромка плит.
Для этого дается команда на подъём привода пилы и включение пилы поперечного суппорта, а после этого включается механизм подачи этого суппорта и пакет распиливается. В крайнем правом положении выпивала опускается и совершается обратный движение суппорта в исходное положение.
После этого пакет продвигается на ширину отпиливаемой полосы и цикл поперечного суппорта повторяется. Потом отпиленная полоса попадает на подвижный стол каретки, с помощью которой подается под траверсу с установленными на ней пильными суппортами.
Продольные пилы опускаются и разрезают полосу на подробности заданных размеров. Полученные подробности поступают на решетчатый стол, с которого их снимают и складируют, по окончании чего каретка возвращается в исходное положение.
Наладка станка. Наладку делают в соответствии с картой раскроя плит, в которой указаны количество поперечных и продольных резов и размеры выпиливаемых заготовок.
Правильная установка каретки на ширину отрезаемой полосы первым агрегатом достигается верной настройкой упоров на барабане. Для настройки необходимо высвободить винт и переместить упор в пазу барабана на заданный размер, применяя для контроля размера измерительную линейку.
Перемещение каретки обеспечивается включением привода через шестеренно-реечный механизм. Установленные на каретке путевые конечные выключатели взаимодействуют с упорами и отключают привод в момент успехи заданного положения каретки.
Продольные суппорты устанавливают на траверсе в заданное положение и фиксируют зажимами. подъём и Опускание выпивал программируют так, дабы на протяжении прохождения стола под траверсой в работу вступали лишь те пилы, каковые требуются для исполнения заданных размеров заготовок.
На станке возможно запрограммировать и делать в один момент семь размеров отрезаемых полос.
Работа на станке. Станок обслуживают двое рабочих, каковые наблюдают за работой механизмов, сортируют и складируют выпиленные заготовки, убирают срезки и отходы.
Они осуществляют контроль размеры заготовок и при необходимости реализовывают поднастройку станка. По мере исполнения производственного задания регистрируют в особом издании количество выпиленных подробностей.
При опорожнении штабеля необходимо вовремя установить следующий штабель на подъемный стол станка.