Угол заточки сверла: характеризующие параметры
Оглавление: Наточка сверла вручную: характеризующие параметры Отточка сверла автоматическим методом Угловые коэффициенты отточки сверла для металлических поверхностей Уровень наклона сверла при обработке древесины Угловые коэффициенты заточки сверла для железных поверхностей В ходе сверления часто приходится иметь дело с различными материалами. Так, в момент обработки древесины не очень обращается внимание на уровень качества заточки, причем на самом материале это никак не отражается.
При применении металла эти показатели играются первостепенную роль. Ощутить отличие возможно в момент пользования конкретным примером: так, в случае если сперва бур вращается энергично, неспешно он начинает снижать обороты, как бы зарываясь в основании изделия.
")
Схема устройства сверла по металлу. При таких условиях приходится прилагать максимум физических упрочнений, нажимая на рукоятку.
Время, за которое сверло затупляется, определяется следующими показателями: число оборотов; быстрота подач; охлаждение. В случае если эта подробность нежданно вышла из строя, а работы предстоит еще большое количество, и запасного инструмента под рукой нет, возможно освоить технику независимой очинки.
Проводить такую работу возможно как ручным методом, так и автоматическим. В любом случае в запасе неизменно должно быть пара таких буров.
Четко организованная работа разрешает купить необходимый угол заточки сверла, расширить период эксплуатации, снизить показатели прилагаемой мышечной силы, содействовать проделыванию правильных отверстий. Инструменты для сверления отверстий.
Подбирая нужный материал для обработки, направляться учитывать угловые коэффициенты, они у всех изделий разны. Эти размеры определяются особенностями каждого из изделий. Когда очинка будет совершена, возможно уточнить эти коэффициенты угломером либо шаблоном.
Дабы осуществить подобное мероприятие, направляться приготовить такие атрибуты: точильный круг; тумблер; заглушка; подставка; сильный мотор; провода и ось. Чтобы не было страшных повторений станок оптимальнее разместить в корпусе, сохранив с внешней стороны точильное приспособление и ось в виде круга.
Изделие трудится от электричества. Оно возможно подсоединено к сети и осуществлять функцию переносного и облегченного прибора. Величина угла определяется степенью твердости применяемого материала.
Он будет более тупым, в случае если источник более плотный по структуре. Пластмассовое изделие требует соблюдения этих коэффициентов в 30-60 градусов, сталь испытывает недостаток в 130-140 таких единицах. В том случае, если не крайне важны качественные результаты работы, выбирается угол в 90-100°.
Наточка сверла вручную: характеризующие параметры Схема угла заточки сверла. Механический, ручной метод отточки проводится при помощи абразивного диска либо особого станка.
Такая методика предполагает удерживание сверла на рабочем основании и направление его к режущему краю. Ведущей рукой необходимо забрать хвостовик.
Резак хорошо соединяется с боковой частью абразивного круга. После этого эта подробность бережно поворачивается ведущей рукой.
Сверло должно купить необходимый уровень наклона и определенную конфигурацию. Заточка сверла осуществляется попеременно: сперва с одного бока, а после этого с другого.
Нужно смотреть за очинкой режущего элемента так, дабы острая часть размешалась строго по центру. Это окажет помощь избежать предстоящего поворота бура в одну из плоскостей.
Прилагать излишнюю силу при сверлении не следует, это содействует удлинению времени заточки. При механическом варианте очинки вероятно появление дефектов и изъянов.
При неправильном расчете протяженности сверла по завершении отточки и углами наклона середина сверла может смещаться относительно оси и будет двигаться около нее. Дабы добиться отличных показателей, стоит воспользоваться точильным станком.
Возвратиться к оглавлению Отточка сверла автоматическим методом В ходе затачивания необходимо проследить за начальным углом. Схема заточки сверла.
Ориентироваться направляться именно на него, после этого проверяется состояние инструмента. Присутствие больших недостатков дает право на пользование наждаком с неотёсанным основанием.
В случае если степень затупления низкая, возможно совершить обработку доводочным кругом. Процесс отточки бура проводится в таковой последовательности: в первую очередь проводится обработка верхней кромки, при надавливании на которую осуществляется ее соединение с точильным кругом.
Когда заднее основание будет обработано и купит вид правильного конуса, проводится отделка режущей части у бура. После этого осуществляется завершающая доводка.
В следствии правильности проведения действий размеры перемычки для сверл сечением 8 мм и более приравниваются 0,4 мм. В случае если эта подробность достаточно большая, ее величина равна 1-1,5 мм. Осознать процесс очинки бура сперва возможно на любых вторых поверхностях.
Непроизвольный станок рекомендован для обработки металлических буров сквозного и глухого типов, и чугунов и сплавов с жёстким покрытием. Оснащение для того чтобы характера наделяется разными функциями, берущими во внимание разновидности наточки, ее иные показатели и габариты.
При работе на станочном оборудовании угол легко изменяется, затевать возможно от 90° и завершать показателями в 140°. Подобное оборудование употребляется в промышленном и бытовом пользовании.
Второй вариант является станками маленького размера, удобные для применения дома. Их назначением есть заточка сверла малых размеров.
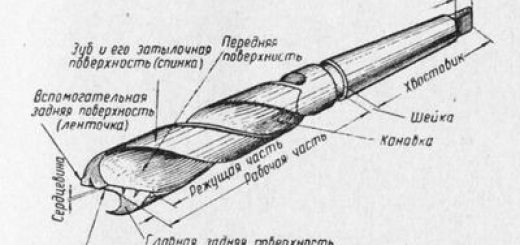
Возвратиться к оглавлению Угловые коэффициенты отточки сверла для металлических поверхностей Схема устройства для заточки сверла. Традиционно, бур имеет форму спирали. Подробности аналогичного вида разрешают обрабатывать сталь и древесину.
Спиралевидное устройство имеет форму стержня с двумя винтовыми бороздками. Эти канавки образуют на резаке 2 пера винтообразного вида, они именуются зубьями. Спиралевидный бур имеет рабочую часть, шейку, хвостовик, лапки. В заборном корпусе находятся все режущие подробности.
Направляющая подробность есть движущей в самом ходе резки. На перьях по спирали бура находятся ленточки цилиндрической формы. Они определяют сверлильную часть в отверстие.
Излишняя ширина данной части не нужна, она приравнивается примерно 0, 46 мм. хвостовик и Лапка предназначены для фиксации бура в шпинделе либо патроне оборудования.
Сверлильный элемент может иметь шейку либо обходится без нее. Сечение сверл, измеренных ленточками, различно. Так, хвостовик отличается низкими показателями, чего не сообщишь о заборном конусе.
В следствии понижается процент соприкосновения ленточек со стенками отверстий, трение уменьшается. Сталь затачивают под углом в 116-118°. Начало работы связывается с созданием режущего начала, спиралевидные канавки легко передвигают стружку.
Удерживать сверлильный элемент направляться так, дабы затачиваемая часть размешалась в противоположном месте от оси перемещения сферы. Подобные мероприятия осуществляются с другим краем.
При обработке металлических поверхностей оптимальными показателями угла будут 140°, тогда как для главного числа сверл он образовывает 120°. Возвратиться к оглавлению Уровень наклона сверла при обработке древесины Приемы сверления.
Дерево просверливается коловоротом либо сверлилом. Для этого используются определенные патроны в виде зажимов. Сверлило в виде винта ручного типа употребляется для изготовления пазов, их сечение образовывает 5 мм.
В момент проведения аналогичных мероприятий учитываются следующие факторы: жесткость дерева; точки и наличие нахождения трещин; глубинные показатели сверления; наличие инородных предметов и гвоздей. Рыхлая структура дерева требует зенкования, а проемы большого размера сначала просверливают посредством узкого сверла для придания ему нужного направления.
Сквозное отверстие в момент выхода бура закрывается древесным бруском. В момент проведения работ инструмент должен быть направлен в противоположную от мастера сторону, глаза защищаются особыми очками.
Должно быть оценено покрытие этого элемента, его центрирование в патроне. http://youtu.be/kt1uvgDLPuo Просверливание отверстий в древесине не предполагает избыточной остроты бура, оно может трудиться и без периодической наточки. Но применение металла требует таких показателей обязательно.
Уровень наклона сверла по дереву равен 140°. Возвратиться к оглавлению Угловые коэффициенты заточки сверла для железных поверхностей При работе с металлом жёстких сортов уровень наклона соответствует 120°, у более мягких поверхностей такие показатели равны 90°.
Так, пластичная латунь требует 120-130°, медь — 125°, пластмасса — 100°, изделия с хрупким основанием — 140°. Как ясно, угол очинки сверла по металлу определяется структурой, плотностью и мягкостью применяемых источников.
Мягкие изделия нуждаются в большем уровне наклона, что определяется требованиями и производственными нормами. При личном применении такие показатели определяются диаметром сверла.
Так, сечение в 0,25-10 мм требует 19-28°.