Автоматическая дуговая сварка
механизация и Автоматизация процесса дуговой электросварки возможно признана одной из наиболее значимых задач современной сварочной техники. Ручная дуговая сварка через чур трудоемка, требует громадного количества квалифицированных кадров, относительно дорога, и, конечно, не имеет возможности обеспечить однородность продукции, а так как последующий контроль качества сварки затруднителен, не хватает надежен и не всегда выполним, то доверие к качеству сварки понижается и заведомо уменьшаются допускаемые напряжения для сварных швов.
В автоматизации дуговой электросварки за последние годы достигнуты такие удачи, что уже на данный момент данный процесс по степени автоматизации главных операций может принимать во внимание одним из самые передовых и прогрессивных технологических процессов металлообработки.
Автоматизации прекрасно поддаются все главные виды дуговой сварки. По степени механизации процесса различают автоматы и полуавтоматы; в последних сохраняется еще большая часть ручного труда.
Для осуществления автоматической сварки требуется целый комплекс автомобилей, приспособлений и механизмов, составляющих автоматическую установку для дуговой сварки. Устройство, создающее зажигание дуги, подачу электродов по мере сгорания и снабжающее устойчивое горение дуги, именуется автоматической головкой для дуговой сварки, либо дуговым автоматом.
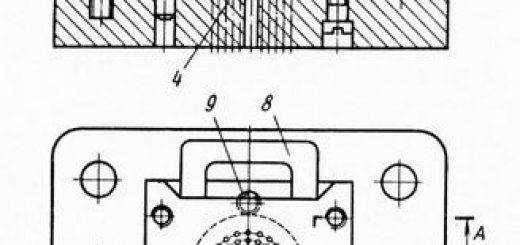
самоё важное промышленное значение имеют автоматы для сварки плавким железным электродом (рис. 81).
Вместо отдельных маленьких электродов, используемых в ходе ручной сварки, при автоматической сварке употребляется электродная про волока громадной длины, в мотках либо бухтах, сматываемая механизмом автомата и подаваемая в зону дуги по мере ее плавления.
Проволока подается через передаточный механизм и ведущие ролики маленьким приводным электродвигателем автомата. Пройдя ведущие ролики, и довольно часто и верный механизм, ликвидирующий кривизну и придающий сматываемой с бухты проволоке прямолинейность, она поступает в мундштук либо токоподвод автомата, где прижимается к токоведущим контактам и скользит по ним, проводя сварочный ток, питающий дугу.
Расстояние от токоподводящих контактов до дуги мало (пара сантиметров), исходя из этого автомат трудится как бы маленьким непрерывно возобновляемым электродом. Это есть ответственным преимуществом автомата, поскольку значительно уменьшается нагрев проволоки джоулеьым теплом и создается возможность применения высоких плотностей тока в электродной проволоке без ее перегрева.
Подача проволоки производится машинально со скоростью ее плавления, исходя из этого протяженность дуги при сгорании проволоки остается примерно постоянной. Многие автоматы кроме этого машинально создают зажигание дуги в начале сварки и повторное зажигание при случайном обрыве в ходе работы.
")
Рис. 1. Схема автомата для сварки плавящимся железным электродом: 1 — барабан о бухтой электродной проволоки; 2 — приемная трубка для проволоки; з — подающие ролики; 4 — мундштук; 5 — коробка передач; 6 — приводной электродвигатель
Регулирование процесса сварки в автомате возможно осуществлено разными дорогами. К примеру, возможно связать скорость подачи электродной проволоки с ее длиной и напряжением дуги.
При обычной длине дуги и обычном ее напряжении автомат подает проволоку со скоростью, равной приблизительно скорости ее плавления; при уменьшении длины дуги скорость подачи проволоки значительно уменьшается, благодаря чего ее напряжение и длина дуги возрастают и устанавливаются их обычные значения.
При случайном повышении длины дуги скорость подачи проволоки возрастает и протяженность дуги, а вместе с тем и ее напряжение уменьшаются до обычной заданной величины.
При маленьком замыкании, в то время, когда напряжение дуги падает практически до нуля, направление подачи электродов изменяется, т. е. электрод не подается вперед к главному металлу, а отдергивается назад, и финиш электрода удаляется от главного металла. По окончании включения автомата, в то время, когда финиш электрода еще не касался изделия и дуга отсутствует, напряжение между изделием и электродом равняется полному напряжению холостого хода источника тока.
Это напряжение выше обычного напряжения дуги, и потому электрод подается вперед, к изделию. В то время, когда финиш электрода касается изделия и замыкает накоротко дуговой промежуток, происходит реверсирование подачи к зажигание дуги.
В случае если при отрыве электрода дуга не загорится, обрисованный процесс повторяют. По окончании зажигания дуги начинается подача электрода вперед к изделию с трансформациями скорости подачи соответственно напряжению дуги.
Так, протяженность дуги поддерживается машинально постоянной с точностью, недоступной для ручной сварки.
Дуговой автомат представляет собой автоматических! регулятор, поддерживающий постоянство режима дуговой сварки по возможности независимо от действия внешних и случайных раздражающих факторов.
В базу регулирования работы дугового автомата с плавящимся железным электродом смогут быть положены разные правила. На данный момент существует два главных вида дуговых автоматов с плавящимся электродом, разных по принципу регулирования: 1) автоматы с регулированием электрических размеров; 2) автоматы с постоянной скоростью подачи электрода.
При наличии автомата, поддерживающего постоянство напряжения дуги, протяженность дуги останется постоянной и процесс сварки сохранит обычный темперамент. Так, регулирование постоянства напряжения дуги эквивалентно регулированию постоянства ее длины.
в течении десятков лет дуговые автоматы для плавящегося электрода строились лишь с автоматическим регулированием постоянства напряжения дуги.
В. И. Дятлов в первый раз предложил новый принцип устройства дуговых автоматов для подачи электрода с постоянной скоростью, не зависящей от напряжения дуги либо каких-либо вторых факторов. Он в первый раз обратил внимание на авторегулирование дуги при сварке плавящимся электродом, изучил это явление и внес предложение применять в дуговых автоматах.
Во многих случаях авторегулирование дуги протекает так интенсивно, что нет необходимости в применении сверхсложных схем автоматического регулирования дуги, — достаточно непрерывно подавать электрод в дугу с постоянной скоростью, равной скорости его плавления.
Авторегулирование дуги вызывается тем, что скорость плавления электрода изменяется с трансформацией длины дуги: с повышением длины дуги значительно уменьшается скорость плавления, с уменьшением длины дуги эта скорость возрастает. При постоянной скорости подачи электрода случайное изменение длины дуги приводит к изменению скорости плавления электрода, направленное на восстановление начальной длины дуги.
На интенсивность процесса авторегулирования, кроме вторых факторов, самоё сильное влияние оказывают плотность сварочного тока в электроде и форма внешней характеристики источника сварочного тока. При недостаточных плотностях тока авторегулирование протекает так медлительно, что начавшееся случайное укорочение дуги довольно часто приводило к маленькому замыканию, а удлинение — к обрыву дуги раньше чем в ходе авторегулирования успевала восстановиться обычная протяженность дуги.
С повышением плотности тока скоро возрастает скорость плавления электродной проволоки и интенсивность процесса авторегулирования.
К примеру, для металлической электродной проволоки при маленьких плотностях тока 15—25 а/мм2, дающих скорость плавления электродной проволоки 0,5—1 м/мин, в обязательном порядке требуется автоматическое постоянная скорость и регулирование дуги подачи электродной проволоки не может быть использована для этих режимов работы автоматов. При плотностях тока 30—50 а/мм2 и скорости подачи проволоки 1—2 м/мин смогут быть использованы как автоматическое регулирование, так и постоянная скорость подачи.
Для плотностей тока 50—100 а/мм2 и выше и скоростей подачи проволоки 2—6 м/мин все преимущества — при постоянной скорости подачи. В связи с тенденцией в современной технике к увеличению плотностей тока при автоматической сварке скоро возрастает использование автоматов с постоянной скоростью пода чи,и данный тип автоматов делается самый распространенным.
Большое значение для авторегулирования дуги имеет форма внешней характеристики источника тока, питающего дугу.
Выше излагались требования к чертям источников тока, настоящие для сварочного тока маленьких плотностей, используемого при ручной либо автоматической сварке. При высоких постоянной скорости и плотностях тока подачи авторегулирование протекает самый интенсивно при пологих чертях источника тока и отличных показателей дают источники тока с постоянным напряжением, а в некоторых случаях целесообразны уже не падающие, а возрастающие внешние характеристики, в то время, когда напряжение возрастает с повышением тока.
Дуговой автомат поддерживает горение дуги и подает электродную проволоку. Для получения сварного шва нужно перемещать дугу по линии сварки.
В зависимости от метода перемещения дуги различают подвесные автоматы, сварочные тракторы и самоходные автоматы. Подвесной автомат не имеет механизма перемещения, оно производится отдельным устройством.
Перемещаться может изделие при неподвижном автомате (так в большинстве случаев выполняются круговые швы) либо же автомат, установленный на самоходную тележку, на протяжении изделия, к примеру при сварке долгих прямолинейных швов. Вероятно и изделия и одновременное перемещение автомата, эргономичное при исполнении некоторых криволинейных швов.
У самоходных автоматов имеется механизм перемещения, конструктивно объединенный с автоматом. Самоходный автомат перемещается по особому рельсовому пути.
Сварочным трактором именуется легкий компактный самоходный автомат, перемещающийся конкретно по поверхности свариваемого изделия либо по легкому переносному рельсовому пути, укладываемому на поверхность изделия. Сварочные тракторы особенно удобны для сварки изделий громадных размеров, таких, как корпусы судов, большие резервуары и т. п.
Приведем краткое описание некоторых дуговых автоматов. Прежде всего разглядим автомат с регулированием напряжения, а тем самым и длины дуги за счет трансформации скорости подачи электродной проволоки.
Примером аналогичного достаточно совершенного автомата постоянного действия может служить автомат АДС, изготовляемый заводом «Электрик» в Ленинграде.