Сварка угольным электродом
На данный момент сварка угольной дугой имеет второстепенное значение по сравнению со сваркой плавящимся железным электродом. Но сварка угольной дугой все же имеет промышленное использование. Дуга зажигается между основным металлом и угольным электродом (рис. 1).
В большинстве случаев используются прямая и постоянный ток полярность (минус на угольном электроде). Угольный электрод не плавится в дуге, его финиш разогревается до высокой температуры, создающей замечательную термоэлектронную эмиссию.
Теплопроводность материала угольных электродов мелка, потому вероятно поддерживать большую температуру катода и приобретать в полной мере устойчивую дугу уже при токах 3—5 а. Угольная дуга горит весьма устойчиво и может вытягиваться до большой длины (30—50 мм). Электрод сгорает медлительно и не прилипает к главному металлу, исходя из этого трудиться угольной дугой относительно легко и нужные навыки для исполнения несложных работ приобретаются скоро.
Вид угольной ее свойства и дуги быстро изменяются при обратной полярности, в то время, когда угольный стержень делается анодом, а главный металл — катодом. Электрод на громадном протяжении разогревается до высокой температуры; отмечается усиленное испарение его материала; заостренный финиш электрода притупляется и делается плоским.
Дуга обратной полярности имеет повышенное напряжение, малоустойчива и не может быть растянута более чем на 10—12 мм при питании от обычных сварочных генераторов. Дуга прямой полярности фактически не науглероживает главный металл, содержание углерода в наплавленном металле кроме того значительно уменьшается, т. е. происходит выгорание углерода.
Угольная дуга переменного тока, питающаяся от обычных сварочных трансформаторов, не хватает устойчива и на практике редко используется. Угольная дуга легко отклоняется от обычного положения магнитными полями, потоками воздуха, благодаря неоднородности поверхности металла.
Для стабилизации положения дуги время от времени используют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого сходится с осью электрода. Данный прием употребляется в основном в автоматах.
Для стабилизации положения дуги время от времени по линии сварки наносят пасту либо порошкообразный флюс, которые содержат хорошие ионизаторы дугового разряда; данный метод удачно используется как при автоматической, так и при ручной сварке. Угольная дуга владеет меньшим тепловым к. п. д., чем дуга железная с плавящимся электродом.
Состав, механические свойства и структура металла, наплавленного угольной дугой при сварке низкоуглеродистой стали, значительно не отличаются от металла, наплавленного железным электродом с узкой ионизирующей обмазкой. Уровень качества наплавленного металла сможет быть улучшено применением особых флюсов, наносимых на главный либо присадочный металл, но данный способ еще мало создан.
Сварка уголь-ной дугой возможно выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты руки) либо же без подачи присадочного металла в дугу (у сварщика занята лишь одна рука). И в том и другом случае сварщик трудится в шлеме-маске.
Занятость обеих рук в ходе сварки формирует неудобства Для сварщика и снижает производительность труда. Исходя из этого угольная дуга используется практически только в тех случаях, в то время, когда возможно обойтись бен подачи присадочного металла в дугу.
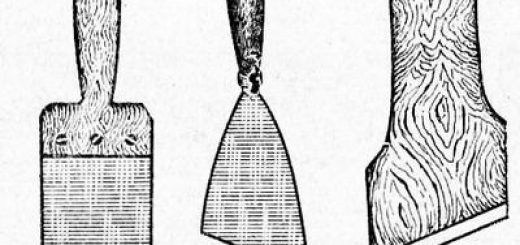
Это вероятно при образовании шва за счет расплавления кромок главного металла либо же при помещении присадочного металла на кромки шва до сварки. В этом случае при сварке стали малых толщин (1—3 мм) сварщики достигают рекордной для ручной сварки производительности труда — до 50—70 м/ч сварного шва (рис.
1).
Для сварки угольной дугой используются электроды из электротехнического угля и из синтетического графита. Обычные электроды имеют форму стержней круглого сечения диаметром 6—25 мм и длиной 200—300 мм с финишем, заточенным на конус.
Графитные электроды во всех отношениях лучше угольных, и их направляться предпочитать. Для угольных либо графитных электродов требуются особые держатели.
")
Рис. 1. Формы соединений для сварки угольной дугой
Материал электрода расходуется на испарение и сгорает под действием кислорода воздуха; сгорание идет на достаточно большой длине разогретого электрода. Примерные максимально допустимые токи для графитных электродов хорошего качества даны ниже.
Напряжение дуги 25—35 в. Маленькие трансформации длины дуги не оказывают заметного влияния на уровень качества сварки. Угольный электрод сгорает достаточно медлительно, не более 5 мм1мин\ дуга очень устойчива, исходя из этого сварка угольным электродом весьма удобна для механизации процесса.
Ток к электроду подводится скользящим контактом; электрод проходит по оси соленоида, создающего магнитное поле, параллельное оси электрода. Магнитное поле обжимает дугу, сокращает диаметр столба дуги, делает ее более твёрдой и ликвидирует ее отклонения.
Для защиты наплавленного металла используются защитные флюсы в форме шнура, скрученного из бумаги и пропитанного растворами разных солей, либо в форме пасты, в форме порошка, наносимых на металл до сварки. Шнур непрерывно подается в дугу.
В автоматах довольно часто используется постоянная подача присадочной проволоки в дугу. В полуавтоматах подача электрода чаще производится иногда вручную, механизируется же перемещение дуги по линии сварки.
Университет электросварки им. Е. О. Патона удачно применил углекислый газ С02 для защиты угольной дуги. Полученные удовлетворительные результаты смогут быть растолкованы образованием окиси углерода СО при сотрудничестве углекислого газа с жёстким углеродом.
Окись углерода есть очень действенным защитным газом, — она не растворима в металле, восстанавливает окислы и не воздействует на углерод,‘содержащийся в металле. Небольшого содержания СО в газовой смеси, дабы заметно улучшить уровень качества наплавленного металла.
Угольный электрод возможно использовать для сварки стали, чугуна, алюминия, меди, других металлов и бронзы.
Угольный электрод удачно употребляется для наплавки порошкообразных жёстких сплавов. Он может применяеться для некоторых случаев пайки, резки, термообработки металлов.