Базовые и корпусные детали
Базисная подробность — это главная часть автомобили, на которой монтируют все сборочные единицы и механизмы. К базисным подробностям относят станины станков, прессов, молотов, рамы разных автомобилей и др.
К корпусным подробностям относят коробки, имеющие какое-либо одно целевое назначение. К примеру, корпус коробки скоростей токарного станка соединяет группу валиков, шестеренок, шпиндель, рычаги, валики, другие детали и опоры, предназначенные для фиксации положения обрабатываемой заготовки довольно направляющих станины, вращения ее с различными частотами и передачи крутящих моментов разной величины.
Вторым примером есть корпус коробки подачи, что соединяет группу валиков, их опоры, другие детали и зубчатые колёса, совместно информирующие суппортам станка разные подачи.
Станины являются главной базисной частью станка, на которой смонтированы все его сборочные единицы и механизмы. Довольно станины ориентируются и перемещаются подвижные механизмы станка и обрабатываемые на нем подробности.
Неточность в относительном положении поверхностей станины, определяющих положение присоединяемых к ней подробностей, появляющаяся в следствии некачественной обработки, износа, деформации, неправильного монтажа либо установки, есть обстоятельством утраты станком точности и производительности обработки.
В металлорежущих станках используются направляющие качения и скольжения (в зависимости от назначения и конструкции станков). Направляющие скольжения смогут быть выполнены заодно с базисной подробностью, либо накладные, изготовленные из стали (каленые), особых пластиковых синтетических материалов, антифрикционных металлов.
На рис. 85 продемонстрированы чаще всего видящиеся формы направляющих скольжения.
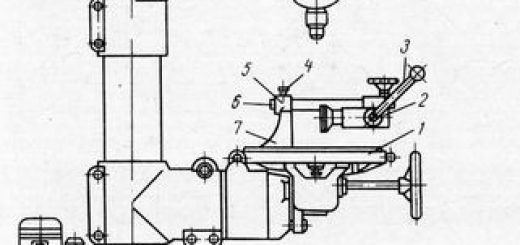
Значительно чаще это направляющие плоские, т. е. прямоугольного профиля, призматические либо треугольного профиля, V-образные, и типа «ласточкин хвост». Станины металлорежущих станков, паровых машин и молотов в большинстве случаев имеют плоские призматические либо V-образные направляющие.
Направляющие с двумя призматическими поверхностями и и двумя плоскими поверхностями и продемонстрированы на рис. 1, б. По внутренним направляющим и станины токарного станка перемещается задняя бабка, а по внешним и — каретка суппорта.
Направляющие смогут быть охватывающими и охватываемыми.
Все большее распространение приобретают гидростатические и аэростатические направляющие, и направляющие качения. Гидростатические направляющие применяют для станков с повышенной точностью и станков с ЧПУ.
Они отличаются от рассмотренных направляющих скольжения тем, что на сопрягаемых поверхностях стола и др. сделаны несущие карманы, в каковые нагнетается масло при правильном установленном давлении. В следствии часть нагрузки (стола) уравновешивается гидроразгрузкой при сохранении яркого контакта поверхностей направляющих.
Их использование разрешает расширить точность, грузоподъемность, быстроходность и снизить мощность холостого хода.
")
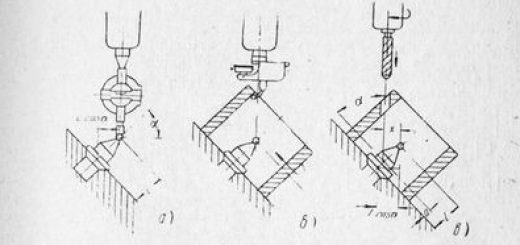
Рис. 1. Конструкции направляющих скольжения станин станков (профили):
а — прямоугольный. — призматический и треугольный, в — V-образный, г — типа «ласточкин хвост»
Гидростатические направляющие делают замкнутыми и незамкнутыми. Принцип действия замкнутых направляющих продемонстрирован на рис. 86.
Насосом масло нагнетается через дроссели и в камеры и с постоянным давлением, определяемым настройкой переливного клапана 2. Точность перемещения (к примеру, стола) достигается поддержанием постоянства толщины масляного слоя выполнением и каждым дросселем направляющих с высокой геометрической точностью.
Аэростатические направляющие подобно гидростатическим отличаются тем, что в несущие карманы нагнетается сжатый воздушное пространство при совершенно верно установленном давлении.
Направляющие качения являются сочетанием роликовых либо шариковых опор в сопряжении с термически обработанными металлическими накладными направляющими (планками) из цементируемой стали, закаленной до твердости HRC58—60. Опоры качения являются сепараторами с роликами либо шариками и роликовые опоры в виде танкеток.
Они снабжают равномерное перемещение при медленных и высоких скоростях и очень малом коэффициенте трения спокойствия, снижают мощность двигателей приводов подач, снабжают повышенную жесткость, долговечность и точность.
Направляющие являются весьма важными и вместе с тем самый изнашивающимися поверхностями станины. Направляющие обрабатывают особенно совершенно верно, поскольку от их состояния зависит уровень качества работ, делаемых на станке.
Они выдерживают большие скорости и значительные нагрузки перемещения по ним тех либо иных механизмов, исходя из этого должны быть прекрасно защищены от стружки и прекрасно смазаны. Направляющие должны быть строго прямолинейны и параллельны между собой, их плоскость обязана отвечать техническим условиям, они не должны иметь спиральной извернутости.
Направляющие ремонтируют разными методами, зависящими от величины и характера износа их поверхностей и от того, как предприятие оснащено особым приспособлениями и ремонтным оборудованием.
Рис. 2. Схема закрытых гидростатических направляющих
Обширно используемыми методами ремонта направляющих станины являются шабрение, строгание и шлифование.
Ремонт направляющих шабрением кроме того при малом износе (до 0,05 мм) отличается громадной трудоемкостью и стоит дорого, исходя из этого данный процесс направляться механизировать.
Ремонт направляющих шлифованием снабжает малую шероховатость и высокую точность (высокую чистоту) поверхностей, данный метод незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании многократно выше если сравнивать с шабрением.
Но при ремонте незакаленных направляющих станков предпочтительно финишное строгание. Наряду с этим достигается высокая производительность, шероховатость и точность поверхностей 6-го класса.
В ремонтно-механических цехах механическую обработку направляющих по большей части создают на продольно-строгальных станках, оснащенных особыми шлифовальными и фрезерными приспособлениями. Используют и специальные фрезерные и шлифовальные станки, т.е. станки, намерено приспособленные для обработки направляющих.