Cборка цилиндрических коробок
Сборка цилиндрических коробок всех видов по разработке производства классифицируется следующими методами:
1. Цилиндрические коробки ручной сборки. Сборку цилиндрических коробок возможно создавать вручную, впредь до склейки колец и цилиндров. Картонный закрой для цилиндров и колец необходимо прокатать, по окончании чего он получает Дугообразную форму, более удобную для ручной склейки.
Все сборочные процессы: склейку колец и цилиндров, прикантовку засунутых донышек, вставку шарниров и все работы по отделке возможно делать вручную.
")
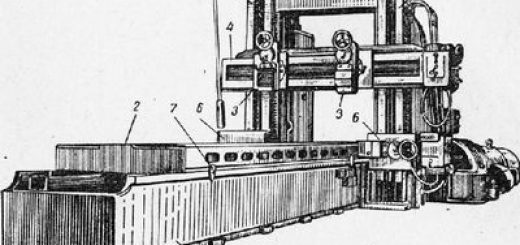
Рис. 1. Цилиндрические коробки.
При ручной сборке цилиндрических коробок возможно с успехом использовать бумажные кольца, полученные методом навивки бумажных последующей нарезки и трубок их на кольца. Это существенно усиливает уровень качества изделий и облегчает сборочную работу.
При изготовлении круглых и круглых цилиндрических коробок предварительной подготовки в смысле фасонирования колец не нужно, а при изготовлении прямоугольных и с закругленными углами коробок кольца нужно предварительно фасонировать.
В случае если цилиндрические коробки предназначаются для многократного потребления для сыпучих товаров, как, к примеру, мыльный порошок, молотый перец, то в коробки нужно поместить летку, которая в отдельных случаях приклеивается к шарниру либо изготовляется самостоятельно.
При изготовлении коробок маленького диаметра крепление донышек производится не на кант, а накладным колпачком (кружок бумаги покрывает в’се дно с загибом краев на стены). В этих обстоятельствах приходится по окружности колпачка делать радиальные надрезы, дабы при загибе краев избежать морщин и складок.
Такую насечку возможно создавать ножницами по ограничительной шаблонке либо же особенными просечками, каковые в один момент с высечкой колпачков делают необходимые надрезы.
2. Коробки с забортованными краями стенок. Забортовкой именуют подвивку краев бумажного цилиндра во внутреннюю сто рону для того, чтобы создать упорные борта для засунутого дна.
Это один из способов механического крепления дна в цилиндрических корсбках. В случае если, к примеру, забортовать нижний торец низка цилиндрической коробки, то засунутое сверху картонное донышко прочно ляжет на борта стенок коробки (диаметр дна должен быть равен внутреннему диаметру цилиндра); дабы завершить закрепление дна коробки, необходимо с верхней стороны закрепить дно засунутым на клей шарниром.
Крышка в этом случае возможно цельноштампованной.
По этому методу возможно кроме этого упаковывать различные товары в цилиндрические коробки без съемных крышек и укупоривать их. Для данной цели достаточно бумажный цилиндр забортовать снизу, засунуть дно, положить в коробку содержимое, наложить сверху второе дно и забортовать верхний край коробки.
Такая упаковка используется для гигроскопической ваты, бинтов и т. д. Как правило способ забортовки используется лишь для крепления донышек в низках коробки, поскольку в крышках тяжело прикрепить дно с внутренней стороны. Практика продемонстрировала, что метод забортовки направляться использовать для цилиндрических коробок диаметром не более чем 100 мм.
При большем диаметре данный метод не хватает снабжает прочность крепления дна.
Для подвивки краев бумажных цилиндров используют заборто-шочные автомобили. Данный процесс возможно кроме этого делать на автомобилях вертикального действия, причем, в большинстве случаев, перед тем как приступить к работе нужно заложить бумажный цилиндр и под нагрузкой разрешить машине поработать около 10 мин. для того, чтобы за-бортовочная муфта (от трения) достаточно нагрелась, что усиливает уровень качества забортовки.
При изготовлении формы направляться выполнять следующие правила:
а) внутренний конус наружного борта формы должен быть так расположен, чтс;бы бумажный цилиндр краями поджимался к ко-лусной стороне борта, что снабжает верное направление на протяжении подвивки;
б) профиль канавки в форме обязан соответствовать толщине стенок цилиндра, т. е. по мере утолщения стенок цилиндра направляться расширять забортовочную канавку формы.
Самым эргономичным типом крышек для этих коробок являются цельноштампованные крышки, но есть вероятность других типов и применения круглых крышек.
3. Сборные штампованные цилиндрические коробки. При высоте этих коробок, приблизительно, до 100 мм они смогут быть изготовлены тем же методом, что и сборные штампованные коробки.
Высота их ограничивается пределом высоты подъема пресса, на котором производится штамповка коробок.
При необходимости изготовлять более высокие коробки приходится штамповать две крышки (для низа и верха), а середину коробки заполнять дополнительным бумажным кольцом.
4. Комбинированные с жестью коробки. К этому типу направляться отнести коробки, воображающие собой комбинацию картонных корпусов с жестяными донышками.
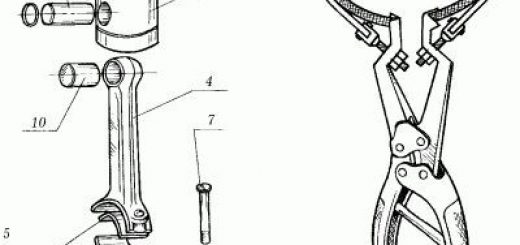
Рис. 2. ЗаСортовочная машина.
Комбинированные коробки активно используются; они владеют оядом преимуществ:
а) коробки по собственной прочности практически не уступают жестяным;
б) такая комбинация существенно упрощает разработку изготовления коробок и формирует возможность всецело механизировать их производство; при изготовлении картонных коробок заготовка корпусов считается самым легким процессом, а крепление и сборка донышек самыми тяжёлыми; в жестянобаночном производстве, напротив, самым легким нужно считать крепление донышек, исходя из этого комбинация картонных жестяных донышек и корпусов есть рентабельной и для ее осуществления не нужно исполнения трудоемких процессов;
в) жестяное дно крепится поверх картонного корпуса, исходя из этого его возможно заготовить с наружным оформлением (этикеткой), что ликвидирует необходимость ручной оклейки коробок этикетками по окончании сборки.
Комбинированные коробки смогут быть круглыми, круглыми и прямоугольными с закругленными углами, к примеру, «пеналы» для различного инструмента, коробки для кофе, какао, сухих либо жидких красок, аптекарских товаров и т. д- При соответствующей пропитке бумажных корпусов, комбинированные коробки могут служить для затаривания некоторых жидких материалов (красок и пр.) а также для консервирования пищевых продуктов (сгущенное молоко и др.).
Крепление жестяных донышек к картонным корпусам создают по такому же методу, как и в жестянобаночном производстве. При креплении дна к жестяной банке шов получается в виде замка с двойным загибом; при креплении для того чтобы же дна к картонному корпусу жесть хорошо зажимает край бумажного корпуса без загибов.
В жестянобаночном производстве корпус должен быть предварительно разбортован на так называемой отлапочной машине, а для картонного корпуса достаточно прогладить в края корпуса, дабы устранить заусеницы, приобретаемые при резке на гильзорезальной машине.