Строгальные и протяжные станки
Строгальные станки. При строгании прямой движение резца (стола) есть рабочим, обратный — холостым; эта схема работы — главной недочёт строгальных станков.
Строгальные станки активно используются в личном и мелкосерийном производстве благодаря универсальности, точности, простоты конструкции, дешевизны инструмента. Низкая производительность строгальных станков возможно в известной мере компенсирована многорезцовой обработкой.
В группу строгальных станков входят продольно-строгальные, поперечно-строгальные, долбежные и особые.
Продольно-строгальные станки. Эти станки предназначены в основном для обработки плоских крупных деталей и поверхностей средних автомобилей.
К продольно-строгальным станкам относятся двухстоечные, являющиеся самый распространенными, и одностоечные, кромкострогальные и портальные.
На рис. 1 приведен двухстоечный продольно-строгальный станок.
Заготовку устанавливают и закрепляют на столе, перемещающемся возвратно-поступательно по направляющим станины. Резцы закрепляют в резцедержателях суппортов, которым иногда сообщается перемещение подачи.
Суппорты, расположенные на поперечине, используют для обработки верхних поверхностей, а суппорты, расположенные на стойках, — для обработки боковых поверхностей. Большие строгальные станки имеют в большинстве случаев два суппорта на поперечине и по одному на каждой стойке.
В некоторых станках имеется один суппорт на поперечине (верхний) и один на стойке (боковой), либо лишь на поперечине (боковые отсутствуют). Направление подачи возможно горизонтальным либо вертикальным.
Для возможности строгания наклонных поверхностей суппорт снабжен поворотной частью.
Основное перемещение передается столу от электродвигателя через коробку скоростей и совокупность шестеренок, расположенных в станине. Последнее колесо находится в зацеплении с зубчатой рейкой, привинченной к столу станка с нижней стороны.
самые совершенные строгальные станки имеют гидравлический привод.
")
Рис. 1. Двухстоечный продольно-строгальный станок
Реверсирование хода стола в станках осуществляется перемещением ремней по шкивам (в ветхих конструкциях), посредством электромагнитных муфт, гидравлических устройств и пр. Скорость обратного (холостого) хода в 11/2—2 раза больше скорости рабочего хода.
Переключение направления хода стола производится машинально упорами, каковые закреплены в соответствующем месте стола сообразно с длиной обрабатываемой заготовки. Подача резцовых суппортов осуществляется через коробку подач, при помощи винтов, по окончании окончания либо перед рабочим хода.
При обратном ходе резцедержатели посредством особенных устройств откидываются (приподнимаются) с целью предотвращения трения задней поверхности резцов об обрабатываемую поверхность.
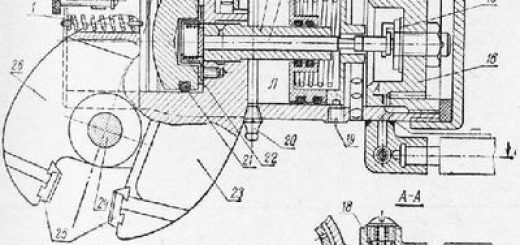
Рис. 2. Схема главного привода продольно-строгального станка
На рис. 2 приведена схема главного привода продольно-строгального станка с электромагнитной муфтой.
От электродвигателя через коробку скоростей перемещение передается на шкив, соединенный со шкивами перекрестным и прямым ремнями. Эти шкивы вольно сидят на валу и вращаются в различные стороны с разными скоростями; в шкивов помещены электромагниты.
Переключение тока в обмотках электромагнитов производится при возвратно-поступательном перемещении стола переставными упорами; наряду с этим металлический диск, установленный на шпонке на валу, будет попеременно притягиваться электромагнитами дисков и через шестеренки гъ г2, г3, г4, гъ и зубчатую рейку информировать столу возвратно-поступательное перемещение.
Кроме этих схем, используют кроме этого гидравлический привод стола.
Продольно-строгальные станки изготовляются с большой шириной строгания от 700 до 4000 мм и длиной строгания, соответственно, от 1500 до 12 000 лш. При обработке заготовок на продольно-строгальных отанках, находящихся в хорошем состоянии, обеспечивается высокая точность: при чистовом строгании до 0,01 мм на длине 1000 мм и до 0,02 мм на длине 3000 мм.
Для обработки крупногабаритных и тяжелых заготовок (локомотивные рамы, тяжелые плиты и пр.) используются портально-стро-гальные станки. В этих станках стол с заготовкой при обработке неподвижны, а перемещение совершает портал, несущий резцовые суппорты.
Поперечно-строгальные станки. Станки этого типа (рис.
3) используются для обработки маленьких заготовок и для строгания долгих заготовок в поперечном направлении (в случае если нет продольно-строгального станка).
Ползун вместе с суппортом и закрепленным в нем резцом совершает основное прямолинейное возвратно-поступательное перемещение по горизонтальным направляющим станины. Заготовку посредством тисков либо прихватов закрепляют на столе.
Поперечная подача осуществляется при передвижении стола по поперечине, вертикальная — суппортом. При строгании наклонных поверхностей суппорт поворачивается, для чего он снабжен поворотной частью.
Стол устанавливают на требуемой высоте методом перемещения поперечины по вертикальным направляющим станины.
Рис. 3. Поперечно-строгальный станок
Существуют разные виды приводов ползунов. Громадное распространений имеет привод посредством механизма качающейся кулисы (рис. 4), расположенного в станины.
Кулисное зубчатое колесо имеет радиальную прорезь, в которой помещен кривошипный палец. Кулиса может качаться около оси: верхний финиш кулисы шарнирно связан с колодкой, которая гайкой закреплена на ползуне.
В средней части кулисы находится прорезь для ползунка, надетого на кривошипный палец. Перемещение от электродвигателя через коробку скоростей передается кулисному колесу и, следовательно, кривошипному пальцу.
Последний через ползунок информирует колебательное перемещение кулисе, от которой через колодку перемещение передается ползуну. За любой оборот кулисного колеса ползун совершает один двойной движение.
Рис. 4. Привод ползуна механизмом качающейся кулисы
Регулирование длины хода ползуна производится методом передвижения кривошипного пальца в радиальноц прорези кулисного колеса; громаднейшая протяженность хода ползуна будет при громаднейшем удалении кривошипного пальца от центра колеса. Обрабатываемый участок заго-узки может пребывать на разных расстояниях от станины, исходя из этого кроме длины хода ползуна нужно кроме этого регулировать и его вылет.
Регулирование вылета производится закреплением колодки винтом в той либо другой части продольной прорези ползуна.
Поперечно-строгальные станки выпускаются с громаднейшим ходом ползуна от 350 до 900 мм.
Рис. 5. Схема долбления (а) и долбежный станок (б)
Кроме привода качающейся кулисой, для перемещения ползуна поперечно-строгального станка используют кроме этого гидравлический привод, привод посредством рейки либо кривошипно-шатунного механизма.
Долбежные станки. Для обработки канавок, плоских и фасонных поверхностей заготовок маленькой высоты при громадных поперечных размерах используют долбежные станки. На рис. 4, а приведена схема работы долбежного станка.
Стрелками продемонстрированы заготовки и движения резца.
Ползун (долбяк) долбежного станка совершает основное прямолинейное возвратно-поступательное перемещение по направляющим станины. В нижней части ползуна имеется резцедержатель для крепления резца.
Заготовку устанавливают на столе, имеющем продольное, поперечное и круговое перемещения. Привод ползунов долбежных станков осуществляется значительно чаще кривошипно-кулисным, и кривошипно-шатунным либо гидравлическим механизмом, привод подачи — храповым механизмом.
Долбежные станки выпускаются с громаднейшим ходом ползуна от 160 до 1000 мм.
Рис. 6. Схема горизонтально-протяжного станка для внутреннего протягивания
Протяжные станки. Протяжные станки по конструктивному показателю разделяются на горизонтальные и вертикальные; по технологическому — на станки для внутреннего протягивания и станки для наружного протягивания (время от времени внутреннее протягивание и наружное делают на одном станке).
Рис. 7. Станок для протягивания шеек коленчатых валов
Протяжные станки отличаются относительно несложным устройством. На рис.
6 приведен горизонтально-протяжный станок для внутреннего протягивания. По направляющим станины посредством гидравлического привода перемещается ползун, на финише которого имеется приспособление для закрепления протяжки.
При работе долгими протяжками второй финиш их поддерживается подвижным люнетом. Обрабатываемая заготовка устанавливается в устройстве.
На рис. 7 приведена схема особого вертикально-протяжного станка для протягивания шеек коленчатых валов. По вертикальным направляющим станины перемещается ползун, несущий протяжки.
На столе установлены две бабки, одна из которых (левая) информирует вращение коленчатому валу, а вторая поддерживает его. При рабочем ходе протяжка движется навстречу вращающемуся валу.