Фрезерные станки с программным управлением
На данный момент в отечественной индустрии эксплуатируются тысячи станков с программным управлением. К консольно-фре-зерным станкам с программным управлением относятся станки с числовым программным управлением моделей 6М11ФЗ, 6Р11ФЗ, производимые Дмитровским заводом фрезерных станков на базе вертикально-фрезерного станка модели 6М11, и станки с ЧПУ Горь-ковского завода фрезерных станков моделей 6М13ГЭ-2 (6ШЗФЗ), 6Р1ЭФЗ, 6РИРФЗ, 6Р13ФЗ-Э7 и станок с цикловым программным управлением модели 6Р13Ц.
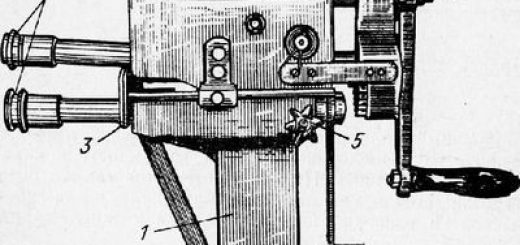
На рис. 1 продемонстрирован вертикальный консоль-но-фрезерный станок модели 6Р13ФЗ с числовым программным управлением.
Станок рекомендован для обработки радиусными фрезами и концевыми заг отовок подробностей сложной конфигурации (штампы, кулачки, копиры и др.).
Обработка пространственно-сложных фасонных поверхностей достигается сочетанием перемещения стола станка с обрабатываемой заготовкой в горизонтальной плоскости по двум координатам х — в продольном, у— в поперечном направлениях) и вертикального перемещения шпиндельной головки с режушими инструментами. Станок снабжен серийновы-ггускаемым устройством (пультом) ЧПУ типа 2IIT-71/3.
В станке применена шаговая разомкнутая совокупность числового программного управления с вводом информации на бумажную 5-дорожечную ленту шириной 17,4 мм (ГОСТ 10860—68 до 01.01.78 и ГОСТ 18604.10—76 с 01.01.78) в виде последовательности знаков, наносимых посредством перфораторов и репер-фораторов.
")
Рис. 1. Вертикальный консольно-фрезерный станок с ЧПУ модели 6Р13ФЭ
Продольное перемещение стол приобретает от редуктора с шаговым электродвигателем, установленным на правом торце салазок и от передачи винт—гайка качения. Вероятны перемещения по оси х в пределах ±500 мм.
Поперечное перемещение салазок со столом (по оси у в пределах ± 200 мм) осуществляется от подобного привода, установленного в консоли. Ходовой шариковый винт для поперечного перемещения салазок со стоЛом выполнен вращающимся в шарикоподшипниках и смонтирован в корпусе консоли.
Вертикальное перемещение консоли осуществляется от гидродвигателя, установленного на правой стенке консоли через пару конических шестеренок и винтовую пару. В то время, когда ползун находится в крайнем верхнем положении, вероятно перемещение по оси, равное+150 мм.
Режущий инструмент в шпинделе крепится механизмом зажима инструмента, смонтированным в верхней части ползуна.
Гидрооборудование. Станок укомплектован стандартной гидростанцией.
Гидравлический привод осуществляет продольное и поперечное перемещение стола, вертикальное перемещение ползуна и консоли. Помимо этого, гидравлический привод включает насосную станцию, три электрогидропривода, гидромотор, гидроцилиндр отжима инструмента, коммуникации и аппаратуру управления.
Насосная станция представляет собой независимый узел и включает резервуар для масла, насосный аппарат, совокупность подпитки, охлаждения и фильтрации рабочей жидкости, и нужную контрольно-регулирующую аппаратуру. Насосная станция машинально изменяет производительность насоса в соответствии с расходом, потребляемым гидросистемой при постоянном давлении в напорной и сливной магистралях.
Электрогидроприводы предназначены для продольного и поперечного перемещений стола, и для вертикального перемещения ползуна по заданной программе; гидромотор — для вертикального перемещения консоли.
Станок модели 6Р13РФЭ рекомендован для фрезерования, развертывания и зенкерования подробностей. Смена инструмента осуществляется поворотной револьверной головкой по программе.
Один из пяти шпинделей револьверной головки (силовой шпиндель) рекомендован для работ торцовыми фрезами диаметром до 125 мм и концевыми фрезами диаметром до 50 мм. Остальные четыре малых шпинделя рекомендуется применять для фрезерных работ концевыми фрезами диаметром до 40 мм, для сверления, зенкерования и развертывания отверстий до диаметра 20 мм, для рассверливания отверстий до диаметра 30 мм.
Крепление оправки с инструментом в силовом шпинделе производится шомполом, а в малых шпинделях накидной гайкой. Наличие гильзы в малых шпинделях разрешает регулировать вылет инструмента в пределах от 0 до 30 мм.
Для установки разных инструментов в коническом отверстии шпинделей имеются оправки и переходные втулки. Обрабатываемые подробности смогут закрепляться конкретно на рабочей поверхности стола прихватами либо в приспособлении.
Для выверки приспособлений на столе имеется калиброванный продольный (средний) паз, и калиброванное отверстие 0 40 А3.
На рис. 2 продемонстрирован вертикальный консоль-но-фрезерный станок модели 6Р13ФЭ-37 с числовым программным управлением Горьковского ордена Ленина завода фрезерных станков.
Станок рекомендован для обработки плоскостей, кулачков, пространственно-сложных фасонных поверхностей (типа штампов, пресс-форм, копира и др.) в единичном и серийном производстве. Обработка пространственно-сложных фасонных поверхностей достигается сочетанием перемещений стола с обрабатываемой заготовкой в горизонтальной плоскости по двум координатам (х — в продольном перемещении стола, у — в поперечном перемещении салазок) и вертикальным перемещением на протяжении оси шпиндельной головки с режущим инструментом.
Для обработки используются торцовые, концевые, копировальные округленные цилиндрические и конические фрезы. На станке может производиться кроме этого центрование, сверление, рассверливание, зенкерование и в отдельных случаях растачивание отверстий.
Инструментальный магазин находится в рабочей территории и имеет пронумерованные гнезда. Смена инструмента производится вручную.
Цифровой индикатор на пульте программного управления показывает номер гнезда с инструментом для исполнения определенной операции.
Автоматическое изменение частоты вращения шпинделя осуществляется от программоносителя. В станке применена импульсно-фа-зсвая следящая совокупность числового программного управления с вводом информации на перфорированной ленте.
Станок оснащен устройством числового программного управления НЗЗ-2М. Кодирование программы работы устройства НЗЗ-2М производится в соответствии с кодом ИСО-7 бит (ГОСТ 13052—74, см. рис.
199). Для записи программы применяют автоматизированные пищущие автомобили, каковые довольно часто сочетают простое печатание информации с перфорированием., Запись программы осуществляется построчно в виде последовательности кадров (фраз) переменной длины в соответствии с количеством кодируемой информации.
Любая фраза (кадр) содержит данные о геометрических и технологических данных, нужных для обработки определенного участка подробности. Последовательность фраз в программе определяет последовательность приемов обработки на станке.
Любая фраза складывается из определенного количества строчков на перфоленте, в которых записываются кодовые обозначения знаков программы. Пара последовательно записанных строчков, объединенных неспециализированным адресом и определяющих программу работы одного из исполнитель- -ных органов станка в пределах одного кадра, т. е. данного участка обработки, образуют «слова».
Большая протяженность применяемой перфоленты — 30 м. Разрешается склеивать перфоленту в кольцо клеем БФ либо фотоклеем. Применять одну перфоленту допускается не более 50 раз.
Вертикальный консольно-фрезерный станок с цикловым программным управлением модели 6Р13Ц спроектирован на базе вертикального консольно-фрезерного станка модели 6Р13. Он рекомендован для обработки подробностей сложной конфигурации в автоматическом цикле по трем координатам при мелкосерийном и серийном производстве.
Программа обработки задается при помощи штекерной панели и кулачков, установленных на съемных плитах. Станок оснащен устройством для стремительного закрепления торцовых, концевых фрез, других инструментов и свёрл.
На станке возможно трудиться и в режиме ручного управления.
Рис. 2.Вертикальный консольно-фрезерный станок с ЧПУ модели 6Р13ФЗ-37