Общие сведения об устройстве консольно-фрезерных станков, управлении и уходе за ними
В зависимости от размещения шпинделя консольно-фрезерные станки делятся на горизонтальные и вертикальные.
Горизонтально-фрезерные станки характеризуются наличием и горизонтальным расположением шпинделя у станка трех взаимно перпендикулярных перемещений — продольного, поперечного и вертикального. Горизонтально-фре-зерные станки делятся на две разновидности — простые и универсальные.
В универсальных горизонтально-фрезерных станках рабочий стол кроме указанных перемещений может еще поворачиваться около вертикальной оси на угол до 45° в каждую сторону. Для установки стола на требуемый угол к оси шпинделя между рабочим столом и салазками имеется поворотная часть, на периферии которой нанесены градусные деления.
Главными составными частями станка являются: станина, шкаф для электрооборудования , коробка скоростей, коробка переключения, хобот, салазки и стол, коробка и консоль подач.
Станина станка помогает для крепления всех механизмов и узлов станка. Хобот перемещается по верхним направляющим станины и помогает для поддержания при помощи серьги финиша фрезерной оправки с фрезой. Он бывает закреплен с разным вылетом.
Серьги возможно перемещать по направляющим хобота и закреплять гайками. направляться иметь в виду, что перестановка серег с одного станка на другой не допускается.
Для повышения жесткости крепления хобота используют помощи, каковые связывают хобот с консолью.
Консоль является отливкой коробчатой формы с вертикальными и горизонтальными направляющими. Вертикальными направляющими она соединена со станиной и перемещается по ним. По горизонтальным направляющим перемещаются салазки.
Консоль закрепляется на направляющих особыми зажимами и есть базисным узлом, объединяющим все остальные узлы цепи подач и распределяющим перемещение на продольную, поперечную и вертикальную подачи. Консоль поддерживается стойкой, в которой имеется телескопический винт для ее опускания и подъёма.
Стол монтируется на направляющих салазок и перемещается по ним в продольном направлении. На столе закрепляют заготовки, зажимные и другие приспособления.
Для данной цели рабочая поверхность стола имеет продольные Т-образные пазы. Салазки являются промежуточным звеном между столом станка и консолью.
По верхним направляющим салазок стол перемещается в продольном направлении, а нижняя часть салазок совместно со столом перемещается в поперечном направлении по верхним направляющим консоли.
Шпиндель фрезерного станка помогает для передачи вращения режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной степени зависит точность обработки.
Коробка скоростей предназначена для передачи шпинделю станка разной частоты вращения. Она находится в станины и управляется посредством коБобки переключения скоростей, которая разрешает выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Коробка подач снабжает получение быстрых перемещений и рабочих подач стола, консоли и салазок.
Вертикальные консолыго-фрезерные станки характеризуются вертикальным размещением шпинделя. Главными узлами вертикальных консольно-фрезерных станков являются: станина, поворотная головка, консоль, коробка скоростей с рабочим шпинделем, коробка переключения, коробка подач, электрооборудование, салазки и стол.
Назначение узлов такое же, как и у горизонтально-фрезерных станков. В вертикально-фрезерных станках нет хобота.
Поворотная головка крепится к горловине станины и может поворачиваться в вертикальной плоскости на угол от 0 до 45° в обе стороны.
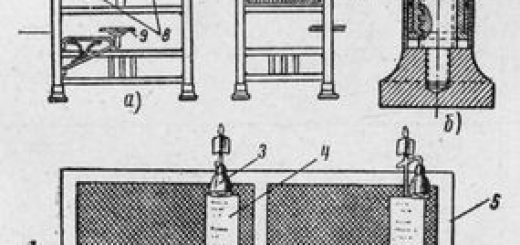
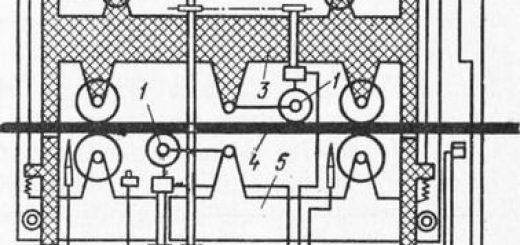
На рис. 1 продемонстрировано размещение органов управления вертикальных консольно-фрезерных станков 6Р12, 6Р12Б, 6Р13 и 6Р13Б.
Управление станка — кнопочно-рукояточное. Главными перемещениями в станке возможно руководить спереди и сбоку станка.
Трудящийся на станке пользуется тумблерами, расположенными с наружной стороны дверок электрошкафов. Открывать двери электрошкафов разрешается лишь электрослесарям.
Уход за фрезерным станком. Приступая в первый раз к управлению фрезерным станком, нужно шепетильно изучить его устройство, ознакомиться с руководством и паспортом по обслуживанию и уходу станка.
Перед пуском станка очистить все направляющие от стружки и пыли, проверить исправность работы его смазочной и охлаждающей совокупностей, наличие в них смазки и охлаждающей жидкости.
Перед установкой оправки либо фрезы нужно шепетильно протереть коническое отверстие шпинделя и оправку. Выколачивать оправку либо фрезу из шпинделя рекомендуется латунным либо бронзовым молотком. Шпиндель станка должен быть затянут так, дабы биение его не превышало установленной нормы
Особенное внимание должно быть уделено состоянию поверхности стола. Перед установкой на стол станка тисков, зажимного приспособления либо заготовки нужно шепетильно очистить поверхность стола от стружки.
Запрещено класть на стол станка никаких посторонних предметов и инструментов чтобы не было повреждения поверхности стола (забоины, царапины и др.). При работе с продольной подачей нужно закреплять (стопорить) салазки и консоль для обеспечения жесткости устойчивости и увеличения системы процесса фрезерования без вибраций (дрожания).
Консоль нужно стопорить и при работе с поперечной подачей.
")
Рис. 1. Органы управления станков 6Р12, 6Р12Б, 6Р13 и 6Р13Б
Громадное значение для увеличения повышения службы надёжности и срока станка его работы имеет регулярная смазка трущихся частей станка. Для смазки станков применяют масло ИС-ЗОА (ГОСТ 20799—75) либо частые консистентные смазки.
При смазке станков разных моделей необходимо пользоваться рекомендуемыми режимами и схемами смазки, каковые приведены в управлении по обслуживанию и уходу станка. При начальной смазке либо по окончании смазки нужно заливать масло в коробки станка до отметки рисок маслоуказа-телей.
Каждый день по окончании окончания смены станок направляться очищать от пыли и стружки, протирать насухо направляющие и поверхность стола и смазывать их узким слоем смазки.
Знание станка, налаженный и верный уход за ним увеличивают производительность труда, повышают срок его работы и улучшают уровень качества обработанных подробностей.