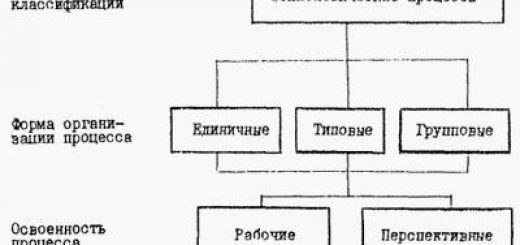
Изготовление керамических стержней
Приобретать заготовки литьем по выплавляемым моделям с узкими глубокими пазами и длинными отверстиями тяжело. Соотношения между длиной отверстия и диаметром, и глубина пазов и других полостей должны быть такими, дабы обеспечить получение качественной керамической формы.
При нанесении слоя оболочки глубокие и узкие части моделей еле заполняются суспензией, и полученный слой фактически нереально обсыпать огнеупорным материалом. Суспензия, скопившаяся в пазах и отверстиях, отверждается весьма долго из-за трудности удаления продуктов испарения.
Отверстия и пазы в отливках, приобретаемых в таких формах, в большинстве случаев усеяны железными наростами, либо, в случае если оболочка не хватает просушена, отливка получается бракованной из-за полного разрушения оболочковой формы.
Этих недочётов возможно избежать, используя вставляемые керамические стержни.
Согласно данным техлитературы, указанные недочёты возможно устранить методом нанесения слоев суспензии под вакуумом; в этом случае, как указано в работе [1], необходимость в применении вставляемых керамических стержней снизится наполовину. Процесс Intrishell снабжает надежное нанесение суспензии на выплавляемые модели с отверстиями и пазами шириной либо диаметром до 0,8 мм при большой длине.
Нанесение слоев суспензии под вакуумом разрешает заполнить каждые пазы и узкие отверстия, но наряду с этим не устраняются трудности, которые связаны с последующей сушкой слоев оболочки.
Долгий керамический стержень должен быть не только шепетильно просушен, но и владеть прочностью, т. е. обязан снабжать динамический и статический напор заливаемого металла и долгое термическое действие без разрушения. Чем больше прочность на’ изгиб у материала стержня, тем дольше возможно сам стержень.
Суспензия, применяемая в ходе Intrishell, содержит в качестве жидкого связующего гидрозоль кремнезема. В случае если таким связующим есть Ludox SM40 с весьма небольшой коллоидной Дисперсией кремнезема, то прочность совсем сухих стержней, взятых послойным нанесением суспензии, неизменно ниже (3,2—3,8 МПа) если сравнивать с прочностью вставляемых керамических стержней (20 МПа).
Преимущества вставляемых керамических стержней. По сравнению со стержнями, приобретаемыми нанесением слоев, вставляемые керамические стержни имеют более правильные размеры, снабжают более качественную поверхность в полостях, пазах и отверстиях отливок; стержни поддаются обработке, шлифованию, устойчивы против эрозии жидким металлом, газопроницаемы, прекрасно противостоят тепловым ударам и имеют большую прочность на изгиб.
Вставляемые керамические стержни разрешают приобретать такие полости, отверстия и пазы в отливках, каковые механической обработкой нереально взять по большому счету. Так, к примеру, возможно взять отливки с ломаными сквозными каналами либо проходным отверстием с внутренним расширением либо проходными отверстиями с внутренними витками и т. п.
Эта новая разработка расширяет возможности литья если сравнивать с простой разработкой литья по выплавляемым моделям и с процессом Intrishell.
Приведенные в таблице величины относятся к сплавам железа. И не смотря на то, что во многих случаях возможно приобретать стержни при нанесении слоев на выплавляемые модели, однако в этих обстоятельствах удачнее применять вставляемые керамические стержни.
Наряду с этим уменьшается производственный процесс, поскольку не возрастает время сушки.
При применении вставляемых керамических стержней производство правильных отливок более надежно. Строгий контроль готовых стержней разрешает исключать-из предстоящего производственного цикла бракованные стержни.
качество стержней и Точное положение, положенных в модели, у сложных отливок контролируется рентгеном. Выплавляемые модели с неправильно уложенными стержнями либо перекошенными на протяжении запрессовки отбраковываются.
Тем самым понижается количество бракованных отливок по обстоятельству пороков полостей, пазов и отверстий.
")
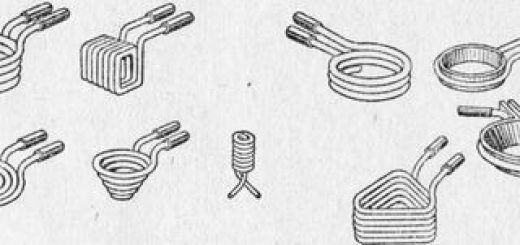
Рис. 1. Вставляемые карамические стержни
Преимущества керамических стержней и их значение при производстве сверхсложных и неповторимых правильных отливок отмечаются в бессчётных технических публикациях.
Вставляемые керамические стержни обширно применяют при производстве правильных отливок для авиационных двигателей. Так, к примеру, британской компанией Doulton был изготовлен при помощи вставляемых стержней последовательность сложных отливок для сверхзвукового самолета Конкорд.
За эти успехи компания была награждена британской королевой знаком почетного внимания «Queens Award to Industry» (Королевская премия индустрии).
На рис. 1, а, б представлены кое-какие формы вставляемых стержней, каковые изготовляет британская компания Sherwood Refractories (Cleveland Ohio, США). На рис.
1, а изображены стержень и отливка турбинной лопатки реактивного самолета. На протяжении эксплуатации лопатка обязана охлаждаться, и исходя из этого в ее теле выполнены 23 канавки; стены полой лопатки опираются на три узкие прямоугольные подставки; канавки на стержне имеют ширину 0,5 мм.
Подробность, представленная на рис. 1, б, изготовлена при помощи вставляемого стержня, что оформляет 24 узких лопатки толщиной 0,96 мм и шириной 0,38 мм. Лопатки расположены довольно сложной конотрукции профилированного полого вала под углом 41° 15’.
Допускаемое отклонение лопаток от номинального положения ±0,25 мм на сторону.
На рис. 2, а—в продемонстрированы примеры керамических стержней Для получения сложных полостей в отливках важного назначения.
изготовителем и Наибольшим потребителем керамических стержней есть авиационная индустрия, создающая турбины внутреннего сгорания. В том месте, где правильные отливки производятся громадными сериями, кое-какие компании специализируются на производстве готовых керамических стержней (для потребностей литейных цехов).
Стержни для клиентов поставляются из материалов со следующими особенностями: содержание А1203 менее 1%, пористость 30,5%, плотность 3 кг/дм3, коэффициент теплопроводности (от 0 до 1100° С) 2-Ю-6 К-1; прочность при изгибе 17,5 МПа (17,5 Н/мм2).
Рис. 2. Примеры отливок, изготовленных с керамическими стержнями
Стержни не вступают во сотрудничество при обжиге с материалом оболочек, а при заливке — с высоколегированными сплавами кроме того при литье в вакууме. Они термостойки, не деформируются и не повреждаются от тепловых ударов при 1650° С. Минимальная шероховатость поверхности отливок при применении керамических стержней до 100 RMS разрешает выдерживать заданные размеры в пределах ±0,125 мм.
Повторное прокаливание не изменяет уровень качества стержней, и их количество фактически постоянен при всех температурах заливки.
Эти стержни скоро удаляют из отливок химическим методом (выщелачиванием), а простые — дробеструйной обработкой.
Британская компания Marder Foundry Supplies PTY ЛТД. Port Melbourne изготовляет готовые стержни с торговым заглавием Sintox [10] со следующими особенностями: обычный производственный допуск ±0,6 либо 0,25% для всех размеров, допуск, достигаемый обработкой стержней, ±0,120 мм, прочность при изгибе 20 МПа (Н/мм2).
Материал стержней инертен ко всем видам заливаемых сплавов и термоустойчив.
Стержни выщелачиваются из отливок в 30%-ном растворе едкого натра при температуре 80 °С.
Поданным проспектов разных изготовителей готовых стержней, вставляемые керамические стержни должны владеть в первую очередь следующими особенностями:
1) материал стержней должен быть инертным по отношению к форме и заливаемому металлу и не должен выделять газы при заполнении металлом форм;
2) стержни должны противостоять тепловым ударам при заполнении формы металлом и иметь определенную размерную стабильность;
3) стержни должны иметь чистоту поверхности и соответствующую форму, дабы полость отливки выполнялась с заданной точностью и с качественной поверхностью;
4) стержни должны легко и просто удаляться из отливок.
Эти особенности обеспечиваются как материалом, так и разработкой изготовления стержней.