Изготовление оболочек из пластмасс
Разработка изготовления твёрдых оболочек из пластмасс в значительной мере определяется конструктивным ответом покрытия. При сборке покрытий из многоугольных плоских либо неоднозначной кривизны элементов базой процесса есть изготовление трехслойных конструкций с обшивками из стеклопластика и средним слоем из пенополиуретана.
Элементы оболочек неоднозначной кривизны, волнистых сводов, других конструкций и пространственных плит изготовляют способом контактного формрвания стеклопластика на матрицах. Таким же методом изготовляют и кое-какие цельно-пластмассовые оболочки сложной кривизны, напыляя стеклопластик с рубленым волокном на древесную опалубку.
Для формования крупноразмерных волнистых гиперболических оболочек сперва изготовляют каркас из металлических стержней, что обтягивают мелкоячеистой сеткой из проволоки, стекловолокна либо синтетических волокон. На сетку посредством распылителя наносится быстротвердеющий поливиниловый латекс, дающий усадку при твердении и натягивающий сетку до состояния напряженной мембраны.
Эта мембрана и является формой для того чтобы способом напыления стеклопластика. Изменяя крутизну прямолинейных образующих, другие параметры и очертание контура, возможно взять гиперболические оболочки разнообразных типов с пролетом 25… 30 м.
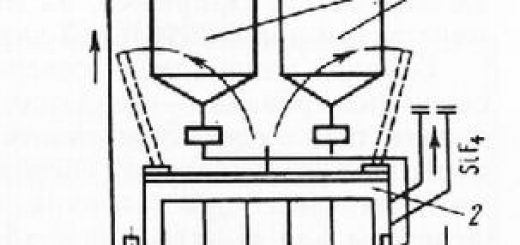
Очень действен метод изготовления цельнопластмассовых оболочек посредством особой автоформовочной автомобили. Машина смонтирована на базе пятитонного грузовика, оснащена емкостями для смолы, вспенивателя и отверди-теля, двухсекционной полноповоротной стрелой и подвижным формовочным устройством на финише стрелы.
Благодаря особенным шарнирным сочленениям стрелы формовочное устройство может занимать любое положение в пространстве.
При работе автомобили компоненты пластмассы поступают из баков по стреле к формовочному устройству, смешиваются и через форсунку подаются в зазор между двумя металлическими плитами. В том месте происходит вспенивание и стремительное, в течение 10 с, отверждение смеси.
Слои материала, примыкающие конкретно к плитам, получаются более плотными, исходя из этого конструкция напоминает трехслойную. Для предотвращения прилипания материала к формовочному устройству в нем имеются нескончаемые ленты из полимерной пленки, движущиеся между плитами и вспениваемым материалом.
")
Рис. 1. Атоформовочная машина: 1 — баки для компонентов смеси; 2— пост автоматизированного управления; 3 — стрела; 4 — подвижное формовочное устройство; 5 —смеситель; 6 — металлические плиты; 7 — полимерные нескончаемые ленты; 8 — материал оболочки
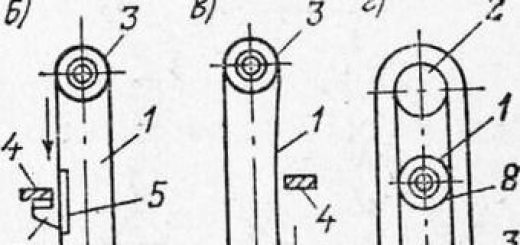
Рис. 2. Работа автоформовочной автомобили: а — за контуром оболочки; б — в контура
Формование оболочки производится кольцеобразными полосами толщиной 8… 10 см, шириной 22…30 см, диаметром до 24 м. Управление машиной автоматизировано, и любой укладываемый слой имеет диаметр в соответствии с профилем оболочки, заложенным в программу управления. В качестве материала оболочки употребляются эпоксидная смола, наполненная тальком в соотношении 1:2 по массе и модифицированная огнезащитными добавками.
Плотность эпоксидного пенопласта в готовой конструкции 100 кг/м3; в уплотненных наружных слоях она образовывает 1600 кг/м3. Прочность этих слоев на сжатие достигает 120 МПа, модуль упругости 5 ГПа.
Подобным методом формуют оболочки из полистирольного пенопласта. Монтаж куполов реализовывают на особой полноповоротной машине со стрелой.
Она устанавливается в центре возводимого сооружения и монтируется свод из плит полистирола толщиной 10… 20 см. Машина выгибает плиты по заданному радиусу кривизны, укладывает их по спирали, начиная от основания купола, и создаёт термическую сварку швов.
Наружные поверхности после этого покрывают смесью вермикулита и латекса, приобретая так трехслойную конструкцию.
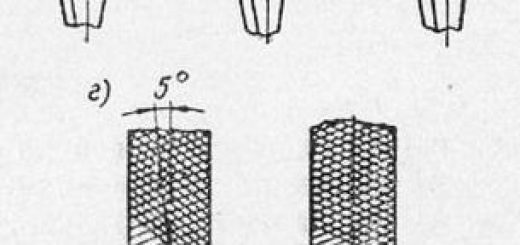
Ребристые пластмассовые купола изготовляют следующим образом. На заводе делаются трапециевидные древесные каркасы со скошенными ребрами, причем в одной половине каркаса скос направлен вовнутрь, а в других —наружу.
Это делается чтобы при сборке купола обходиться без поддерживающих подмостей, поскольку скосы прошлого последовательности (узкой половины) являются опорой для, а центр тяжести каркаса постоянно находится со стороны периферии купола, что предохраняет их от опрокидывания. Вовнутрь древесных каркасов укладывают на клею блоки пенополистирола, после этого трапециевидный элемент с обеих сторон обклеивают полотнищами стеклоткани, пропитанными эпоксидным либо полиэфирным связующим.
По окончании отверждения образуются твёрдые обшивки, прочно склеенные с деревянным каркасом и пенопластом в монолитную трехслойную конструкцию. Количество слоев стеклоткани определяют расчетом.
Благодаря наслаиванию полотнищ вместо приклейки готовых страниц стеклопластика заданной толщины увеличивается несущая свойство панелей за счет более прочного сцепления стеклопластика с деревянным обрамлением и пенопластом, и значительно уменьшается деформируемость всей конструкции благодаря предварительного напряжения обшивок, появляющегося из-за усадки связующего. Сборка купола ведется на клею с болтовым прижимом так, что в следствии образуется ребристо-кольцевая конструкция.
Для склеивания трапециевидных элементов каркаса между собой используют фенольные, полиэфирные либо эпоксидные клеи холодного отверждения. По окончании отверждения и монтажа оболочки клея стыки обклеивают полосами стеклоткани и наносят водоизоляционное покрытие.
Малый отличие коэффициента линейного расширения древесины и клея снабжает эксплуатационную надежность конструкции.