Конструкция и область применения штангенинструментов
Главными подробностями всех штангенинструментов являются рамка и штанга. На штанге нанесена шкала с ценой деления 1 мм.
На поверхности рамки выполнена шкала нониуса. Для закрепления рамки на штанге в нужном положении помогает винт. Вместе с рамкой относительно штанги перемещаются подвижные губки. Неподвижные губки выполнены заодно со штангой.
Контролируемую датель устанавливают между губками.
Точность штангенинструмента зависит от числа делений на нониусной шкале и от расстояния между ними. Длину шкалы нониуса выбирают, исходя из удобства, простоты и точности отсчета.
У современных штангенинструментов с точностью отсчета 0,1 мм протяженность шкалы нониуса образовывает 19 мм. Это шкала поделена на десять делений так, что расстояние между двумя соседними штрихами образовывает 1,9 мм.
Штрихи нониуса принято вычислять слева направо, исходя из этого нулевым есть конечный слева штрих. При совпадении нулевых основной шкал шкалы и штрихов нониуса первый штрих нониуса находится от ближайшего справа штриха главной шкалы на расстоянии 0,1 мм.
Второй штрих нониуса от ближайшего справа штриха главной шкалы находится на расстоянии 0,2 мм и т. д. Десятый штрих нониуса сходится со штрихом главной шкалы.
")
Рис. 1. Главные типы штангенинструментов
Следовательно, в случае если переместить рамку нониуса так, дабы его первый штрих совпал с ближайшим от него справа штрихом главной шкалы, то расстояние между нулевыми штрихами обеих шкал будет равняться 0,1 мм. При совмещении второго штриха нониуса с ближайшим справа штрихом главной шкалы расстояние между нулевыми штрихами основной шкалы и нониуса будет равняться 0,2 мм и т. д.
Подобным образом возможно выяснить расстояние между нулевым штрихом нониуса и любым, находящимся слева от него, штрихом главной шкалы.
У штангенинструментов с ценой деления 0,05 мм шкала нониуса равна 39 мм и поделена на 20 делений. Штангенинструменты с ценой деления шкалы нониуса 0,02 мм имеют шкалу нониуса длиной 49 мм, которую дробят на 50 делений.
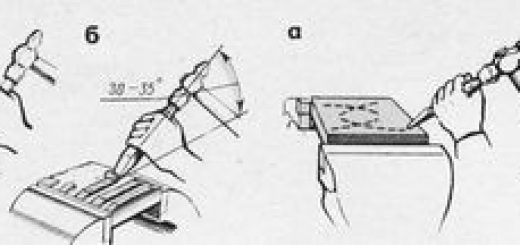
Измеряемый размер равен расстоянию между нулевыми штрихами главной шкалы нониуса. Целое число миллиметров этого размера отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса.
Для определения долей миллиметра находят тот штрих нониуса, что сходится со штрихом главной шкалы, устанавливают его порядковый номер и умножают его на точность отсчета нониуса.
Универсальность, простота применения, надежность, широкий диапазон измерений и высокая точность обусловили широкое использование штангенинструментов в инструментальном производстве.
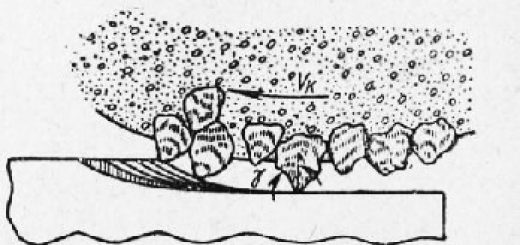
Рис. 2. Принципиальное уст ройство нониуса
Штангенициркули помогают для внутренних размеров и измерения наружных, параллельных дуг линий и прочерчивания окружностей при разметке, прямых линий и деления окружностей на части и для исполнения вторых работ. Штангенинструменты отличаются по конструкции, назначению, точности и пределам измерения.
Отечественная индустрия производит пара типов штангенциркулей. Штангенциркуль типа ШЦ-I имеет двустороннее размещение губок и ножку (цена деления нониуса 0,1 мм; пределы измерения 0—125 мм).
Долгие измерительные губки предназначены для измерения наружных размеров, маленькие — внутренних, ножка — для измерения глубин.
Штангенциркули ШЦ-П с двусторонним размещением губок предназначены для разметки и измерений (цена деления нониуса 0,1 и 0,05 мм; пределы измерений 0—200 мм и 0—320 мм). Штангенциркули ШЦ-Ш с односторонним размещением губок производят нескольких типоразмеров (при пределах измерения 0—500 мм цена деления Нониуса 0,1 либо 0,05 мм, при пределах измерения до 2000 мм цена деления нониуса 0,1 мм).
Штангенциркули типов ШЦ-П и ШЦ-Ш отличаются от штангенциркуля типа ШЦ-I следующим: у них отсутствует ножка для измерения глубин и имеется особое устройство для правильной настройки. Последнее складывается из рамки микрометрической подачи, которую возможно фиксировать (винтом) на штанге в нужном положении.
Микрометрический винт жестко закреплен в рамке (с нониусом) и вольно проходит через отверстие в рамке микрометрической подачи. При вращении гайки рамка с нониусом медлено перемещается по штанге, снабжая правильную установку нониуса.
Штангенглубиномер рекомендован для глубин и измерения высот разных подробностей. В отличие от штангенциркулей он не имеет губок. Его рабочими поверхностями являются нижняя торцовая поверхность и плоскость рамки штанги (ножки).
Штангенглубино-меры выпускаются с точностью отсчета по нониусу 0,1; 0,05, 0,02 мм и с пределами измерения 0—500 мм.
Сейчас взяли распространение штангенциркули с циферблатным и с электронным цифровым отсчетом. У штангенциркулей с циферблатным отсчетом неотёсанная индикация рамки на штанге-производится по линейной шкале, а правильная — по положению стрелки на циферблате; точность отсчета 0,1; 0,05 и 0,02 мм.
При работе штангенциркулями с циферблатным отсчетом затраты времени на измерение уменьшаются в 2 раза.
У штангенциркулей с электронным цифровым отсчетом измеряемая величина высвечивается посредством цифровых индикаторов, выполненных на светоизлуча-ющих диодах. Измеряемое значение может запоминаться. Нулевое положение выбирается в любом диапазоне измерения.
Электронное устройство трудится от батареи, что делает прибор независимым.
Штангенрейсмас используют для измерения высот, глубин и для разметки заготовок. В последнем случае на кронштейне нониусной рамки устанавливают плоскую чертилку.
Штангенрейсмасы производят с пределами измерения от 0 до 400 мм (цена деления нониуса 0,05 мм); от 60 до 630 мм (цена деления нониуса 0,05 либо 0,1 мм); до 2500 мм (цена деления нониуса 0,1 мм).
Измерительными поверхностями штангенрейсмасов являются его поверхность и основание сменной ножки либо острие чертилки.