Конструкция осевых инструментов
Сверла диаметром d = 0,3-20 мм с цилиндрическим хвостовиком изготовляют цельными из быстрорежущей стали либо сварными (при d8 мм); в последнем случае хвостовик делают из стали 45, а режущую часть из быстрорежущей стали.
Рис. 1. Конструкция резца с механическим креплением режущей твердосплавной пластины
Сверла с коническим хвостовиком диаметром d == 6-f-80 мм изготовляют сварными (режущую часть делают из быстрорежущей стали, хвостовик — из стйли 45).
Твердосплавные сверла диаметром d = = 14-6,5 мм с цилиндрическим хвостовиком изготовляют составными (рабочая часть запрессована в металлический хвостовик). Эти сверла имеют в большинстве случаев пониженную точность из-за несовпадения осей рабочей части и хвостовика.
Более высокую точность имеют цельные сверла диаметром 1 — 12 мм, каковые в большинстве случаев изготовляют из цилиндрических твердосплавных стержней, стружечные канавки на которых вышлифовывают алмазными фасонными кругами.
Рабочая часть твердосплавного сверла возможно припаяна к цилиндрическому и коническому (рис. 10.6, е) хвостовику; в первом случае диаметр сверла d = 3-г-12 мм, во втором — rf = 6-^-T2 мм.
Хвостовики, изготовленные из стали 45 и стали 40Х, припаивают сплавом марки Л68 при толщине припоя не более 0,1—0,15 мм.
Главные технические требования и размеры свёрл по их качеству, точности, шероховатости и твёрдости поверхностей установлены стандартом.
Конструкции зенкеров главных типов приведены на рис. 3. Зенкеры быстрорежущие диаметром D=10-b40 мм с коническом хвостовиком (рис.
10.7, а) делают составными (сварными); хвостовик у этих зенкеров делают из конструкционной стали.
Для правильного центрирования на оправке базисное отверстие таких зенкеров делают коническим (с конусностью 1:30).
")
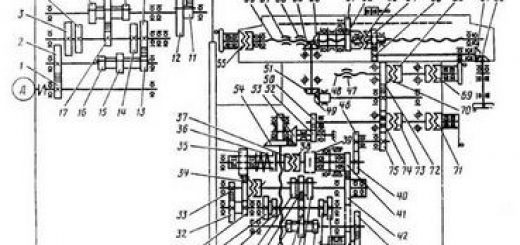
Рис. 2. Конструкции спиральных сверл
Зенкеры составной конструкции (с припаянными твердосплавными пластинами) с хвостовиком используют для обработки отверстий диаметром 14—50 мм, а насадные составные зенкеры с припаянными твердосплавными пластинами — для обработки отверстий диаметром 32—80 мм. Корпус насадного зенкера делают из стали 9ХС либо из стали Р6М5.
Насадные зенкеры сборной конструкции со вставными ножами из быстрорежущей стали либо из жёсткого сплава используют для зенкерования отверстий диаметром 50—100 мм, а хвостовые зенкеры со вставными ножами, оснащенными твердосплавными пластинами, — для обработки отверстий диаметром 30—50 мм.
Сборный зенкер складывается из корпуса, в котором нож закрепляют клином. Нож в корпусе устанавливают посредством продольных рифлений, каковые нарезаны на опорных поверхностях ножа и паза.
В зависимости от размера зенкера ход Р рифлений 0,75; 1 и 1,5 мм. По окончании затупления ножи переставляют от центра на один либо два шага рифлений и закрепляют клиньями. Позже зенкер шлифуют по ленточкам, выдерживая требуемый диаметр, и затачивают кромку.
Таким методом возможно вернуть исходный диаметр зенкера либо перешлифовать его на требуемый размер. В большинстве случаев сборный зенкер имеет пара наборов запасных ножей.
Рис. 3. Конструкции зенкеров
Рис. 4. Зенкер сборной конструкции
Зенковки используют для образования цилиндрических ступенчатых, конических и торцовых опорных поверхностей для крепежных подробностей. Главные типы зенковок продемонстрированы на рис.
5. Посредством цапфы диаметром d зенковка центрируется довольно ранее обработанного отверстия.
Зенковки со сменной направляющей цапфой имеют следующие преимущества: облегчается заточка торцовых зубьев, поскольку ее ведут при вынутой цапфе; растет количество переточек; одну зенковку возможно применять при разных диаметрах направляющего отверстия в заготовке.
Для обработки поверхностей под конические головки центровых отверстий и винтов используют конические зенковки из быстрорежущей стали. Эти зенковки имеют углы при вершине 2
Развертки используют для повышения точности формы и уменьшения шероховатости и размера отверстий обрабатываемой поверхности. По методу применения развертки дробят на ручные и машинные, по виду обрабатываемого отверстия — на цилиндрические и конические, по способу крепления — на хвостовые и насадные, по конструктивному показателю — на цельные, составные, сборные и разжимные, по делаемой операции — на черновые и чистовые.
Конструктивные элементы цилиндрических разверток продемонстрированы на рис. 6. Хвостовая развертка складывается из рабочей части, хвостовика и шейки. Со своей стороны, рабочая часть имеет режущую часть с направляющим конусом и калибрующую часть с обратным конусом.
Насадная развертка собственный отверстие, торцовый шпоночный паз, ее рабочая часть складывается из таких же частей, как и рабочая часть хвостовой развертки. Цилиндрические развертки имеют б, 8 либо 12 зубьев одноугловой формы, т. е. впадина между зубьями образована одним углом.
Дабы избежать огранки развернутого отверстия, угловой ход т делают неравномерным.
Рис. 6. Конструкции зенковок
В зависимости от типа развертки, условий и диаметра работы изменяются состав, размеры и конструкция главных ее частей.
Машинные быстрорежущие развертки диаметром 2— 16 мм изготовляют с цилиндрическим хвостовиком, а при большем диаметре — с коническим хвостовиком.
При развертывании с применением кондукторных втулок используют развертки с увеличенной в 3—5 раз длиной рабочей части.
Насадные машинные развертки диаметром 25—50 мм изготовляют полностью из быстрорежущей стали.
Рис. 7. Цилиндрическая насадная зенковка: 1 — основная режущая кромка, 2 — основная задняя поверхность, 3 — дополнительная задняя поверхность, 4 — запасной режущая кромка, 5 — направляющая ленточка, 5 и 7 — поверхности, образующие спинку винтового зуба, 8 — передняя поверхность винтового зуба, 9 — передняя поверхность торцового зуба
Рис. 8. Конструктивные элементы цилиндрических разверток: а — хвостовой машинной, б — насадкой машинной, в — ручной
Ручные развертки имеют цилиндрический хвостовик, заканчиваются квадратом, благодаря которому развертку вращают воротком в ходе работы; рабочая часть таких разверток не имеет направляющего конуса, а режущая часть выполняется с малым углом ф= 1-2° и громадной длиной, что снабжает хорошее центрирование развертки.
Ручные развертки диаметром 3—50 мм изготовляют в большинстве случаев из сталей марок У12А, 9ХС и реже из быстрорежущей стали.
Хвостовые и насадные развертки диаметром 10—50 мм смогут иметь припаянные пластины из жёсткого сплава.
Рис. 9. Конструкции сборных разверток
У разверток диаметром 3—12 мм рабочую часть, изготовленную полностью из жёсткого сплава, припаивают к хвостовику. Развертки диаметром до 3 мм с цилиндрическим хвостовиком допускается изготовлять полностью из жёсткого сплава.
Конструкции сборных разверток приведены на рис. 9. Развертка допускает правильную регулировку ножей, каковые посредством гайки сдвигают в один момент на протяжении наклонных рифлений корпуса, что снабжает их однообразное _ положение относительно оси развертки.
При выдвижении ножей из корпуса диаметр развертки значительно уменьшается. Закрепляют ножи эксцентриком, что закернен в корпусе.
По окончании сборки в корпусе, закрепления и регулировки ножей развертку шлифуют для получения точного диаметра и затачивают режущие кромки. Такая последовательность есть неспециализированной для всех сборных разверток.
Сборные развертки диаметром более чем 40 мм изготовляют с быстрорежущими ножами, а при диаметрах более чем 50 мм — с ножами, оснащенными твердосплавными пластинами.
Разжимная ручная развертка предназначена для развертывания сквозных отверстий с разными допусками на диаметр. Такие развертки диаметром 6—50 мм используют в единичном производстве и при ремонтных работах.
В корпусе развертки выполнено глубокое отверстие и прорезаны узкие канавки для возможности деформации при регулировке. При завинчивании винта шарик распирает диаметр и корпус d возрастает.
Размер диаметра осуществляют контроль микрометром. Таковой разверткой возможно развернуть отверстия, отличающиеся от ее номинального размера на 0,1—0,5 мм.
Машинная разжимная развертка, оснащенная твердосплавными пластинами, продемонстрирована на рис. 9, е. Рабочая часть развертки имеет сквозные узкие прорезы.
При завинчивании винта он своим финишем разжимает развертку и регулирует ее диаметр. Дабы при работе винт не отвернулся, в корпус засунута пружина сжатия, которая законтривает винт.
Машинные разжимные развертки изготовляют диаметром 15—40 мм.