Машины для точечной контактной сварки
Точечная сварка самый распространенный вид контактной сварки. Точечные автомобили владеют громаднейшей универсальностью и находят широкое использование для сварки страниц, в основном маленьких толщин, полос, проволок и пр.
Количество изготовляемых и действующих точечных автомобилей многократно превышает число контактных автомобилей всех остальных типов совместно забранных.
Точечные автомобили сваривают листовые металлы толщиной от 0,1 мм и более, имеют электрическую мощность 0,5—1000 ква и более и упрочнение осадки от нескольких килограммов до нескольких тысячь киллограм. Автомобили отличаются высокой производительностью, до 600 сварных точек в 60 секунд.
Г1о конструкции привода различают автомобили педальные, приводимые в воздействие упрочнением рабочего, и механизированные — с электрическим, пневматическим либо гидравлическим приводом. Автомобили бывают и специальные для определенного вида работ.
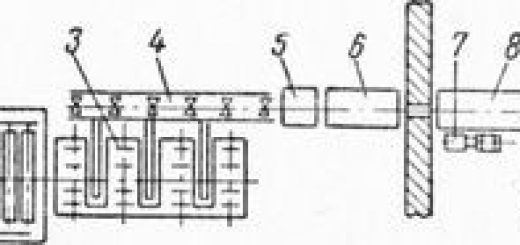
Разглядим для примера маленькую стандартную точечную машину типа АТ-10 мощностью 10 ква с педальным приводом (рис. 1).
В корпуса автомобили помещен сварочный трансформатор со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка складывается из одного эластичного витка, финиши которого присоединены к верхнему и нижнему плечам, негущим электроды. Нижнее плечо без движений, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; наряду с этим финиш верхнего электрода движется по дуге окружности соответствующего радиуса.
Лучшим есть прямолинейное вертикальное перемещение верхнего электрода, используемое в более идеальных автомобилях. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с упрочнением 10—20 кГ.
При нажатии педали поворачивается до упора педальный рычаг; при повышении нажатия на педаль давление электродов не возрастает. Через соединительную штангу, коленчатый рычаг, регулировочную пружину и штангу давление передается на рычаг верхнего плеча автомобили.
Коленчатый рычаг встроен для увеличения давления электродов. По мере перемещения штанги вверх Значительно уменьшается угол между осями штанги и коленчатого рычага и скоро возрастает давление на электроды.
")
Рис. 1. Контактная точечная машина
Обычные педальные автомобили создают упрочнение на электродах 100—150 кГ, коленчатый рычаг повышает его до 200—400 кГ при том же упрочнении, прилагаемом к педали. Затяжку регулировочной пружины возможно медлено поменять, благодаря чему достаточно совершенно верно устанавливают определенную силу давления электродов при дожатии педали до упора.
При повторении нажатий педали до упора электроды любой раз создают одно да и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сперва формирует маленькое давление электродов на изделие и попутно включает сварочный ток, влияя на прерыватель.
Благодаря сжатию пружины давление электродов неспешно возрастает впредь до остановки перемещения штанги благодаря остановки предстоящего перемещения подробности упором. При освобождении педали процесс идет в обратном порядке: понижается давление на электроды, прерывателем выключается электроды и ток расходятся, освобождая изделие.
Сварочный ток регулируют тумблером ступеней либо регулятором.
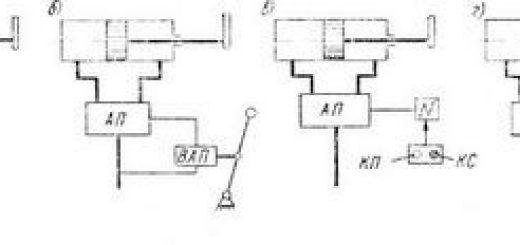
Рис. 2. Диаграммы давление — ток в зависимости от времени: а — выключение тока при обычном давлении; б — то же при уменьшенном давлении; в — то же при увеличенном давлении; г — включение тока при уменьшенном и выключение при увеличенном давлении
Для автомобили обрисованной конструкции диаграмма давление — ток показывает изменение сварочного тока и давления электродов во времени и есть серьёзной чёртом точечных автомобилей. В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность благодаря действия на тёплую точку упрочнений, стремящихся разъединить сваренные подробности по окончании снятия давления электродов.
тока и Изменение давления в сварочных автомобилях за время сварки одной точки может происходить разным образом.
Самый распространенный пара улучшенный цикл точечной сварки продемонстрирован на рис. 3, а. ток и Давление остаются примерно постоянными целый цикл сварки. Ток включается
скоро по достижении обычной величины давления, которое снимается пара позднее выключения тока. При через чур стремительном снятии давления вероятно ослабление тёплой точки действием внутренних упрочнений, появляющихся в ходе сварки, стремящихся разъединить страницы и порвать сваренную точку.
В этом отношении предпочтителен цикл сварки (рис. 2, в), в котором по окончании выключения тока давление не снимается, а напротив, существенно возрастает, и точка выдерживается некое время под увеличенным давлением без тока.
Это разрешает точке охладиться и затвердеть под увеличенным давлением. В следствии по окончании снятия давления точке уже не страшны напряжения, появляющиеся в зоне сварки и стремящиеся разъединить сваренные страницы.
Подобный цикл, время от времени именуемый точечной сваркой с проковкой, заметно повышает прочность точки и усиливает структуру литого ядра.
Рис. 3. Контактная точечная машина
Рис. 4. электрод и Держатель электродов точечной автомобили
Еще более сложный цикл, используемый время от времени для сварки металла большой толщины, продемонстрирован на рис. 185, г. Кривая давления имеет седлообразную форму, с двумя максимумами и уменьшенным значением в средней части.
Сперва создается повышенное давление без тока для обеспечения плотного прилегания страниц в зоне сварки. После этого давление понижается для повышения омического сопротивления усиления и сварочного контакта теплового действия сварочного тока.
По окончании выключения тока давление опять увеличивается и точка выдерживается под увеличенным давлением (проковочным) без тока.
Педальные автомобили требуют достаточно больших физических упрочнений от сварщика и утомляют его, в особенности при массовом производстве. Исходя из этого на данный момент используются в основном автоматизированные автомобили, к примеру современная точечная сварочная машина типа МТ-1608 (рис.
186).
Машина может сваривать низкоуглеродистую сталь с большой толщиной 4 + 4 мм, легированные алюминиевые сплавы и стали. Номинальный сварочный ток 16 000 а; большая производительность 600 сварок в 60 секунд; все возможное упрочнение на электродах 630 кГ; длительность сварки 0,02—4 сек.
Привод автомобили пневматический, быстродействующий; движение электрода прямолинейный вертикальный; регулирование и включение сварочного тока осуществляется при помощи направляться; машина управляется электронным регулятором времени.
Тогда как в автомобилях с педальным приводом перемещение электрода в большинстве случаев радиальное, в автоматических автомобилях с мехприводом перемещение электрода прямолинейное вертикальное. Прямолинейное перемещение снабжает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.
На рис. 4 продемонстрировано устройство держателя электрода с водяным охлаждением и типовых электродов для точечных автомобилей.
Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищают и обрабатывают особой оправкой, восстанавливающей обычную форму финиша электрода.