Матрицы, загрузочные камеры и обоймы
В матрице, являющейся одной из главных подробностей прессформы, изделие получает нужные размеры и конфигурацию.
Матрицы прессформ отличаются следующими изюминками:
а) очертания оформляющей полости в замысле и по сечению, а кроме этого ее размеры определяются конфигурацией прессуемого изделия;
б) наружные очертания матрицы в большинстве случаев имеют цилиндрическую либо прямоугольную форму. Придавать матрицам другую форму не нужно, поскольку это увеличит трудоемкость их изготовления;
в) чем меньше составных частей имеет матрица, тем она надежнее в эксплуатации. Но изготовление цельной матрицы не неизменно технологически оправдано и для облегчения обработки время от времени приходится делать матрицу составной;
г) для большинства компрессионных и некоей части литьевых прессформ матрица есть сочетанием двух элементов — фактически загрузочной камеры и матрицы. Конструктивно они смогут быть выполнены за одно целое либо составными, причем в последнем случае матрица и загрузочная камера являются неразъемной конструкцией;
д) количество загрузочной камеры должен быть достаточным чтобы вместить все нужное количество загружаемого пресс-материала, оставляя свободным пространство высотой 8-10 мм для начального направления пуансона. Для нетаблетированных материалов удельного количества 1,2-2,2 см3/г количество загрузочной камеры должен быть в 3 раза больше количества изделия; для материалов удельного количества более чем 2,2 и до 3,0 см?/г — в 4 раза и для материалов с волокнистым и слоистым наполнителем — в 6-7 раза больше количества изделия;
е) отверстия под винты в загрузочных камерах рекомендуется делать глухими; при сквозных крепежных отверстиях винты должны быть установлены заподлицо с верхней плоскостью камеры.
Все типы матриц с вертикальной плоскостью разъема имеют неспециализированные конструктивные характеристики:
1) для облегчения установки матриц в обойму высота их должна быть на 5-6 мм больше высоты обоймы;
2) наличие зазора в 0,1-0,15 мм между плоскостью обоймы и нижним торцом матрицы снабжает плотное смыкание частей матрицы;
3) уклон образующей стенок обоймы и наружных матриц в 7- 10° допускает легкую выпрессовку матриц из обоймы при разъеме прессформы, но требует тщательной подгонки с целью достижения плотного прилегания матрицы по всей наклонной стенке;
4) матрицы цилиндрической и конической формы более удобны для обработки до и по окончании термообработки, но смогут быть лишь одно-гнездными. Чтобы в конической матрице расположить хотя бы два гнезда, приходится существенно увеличивать габариты пресс-формы;
5) матрицы прямоугольной формы допускают устройство любого количества формующих гнезд;
6) в съемных прессформах компрессионного прессования загрузочные камеры в большинстве случаев выполняются конкретно в матрицах; в ирессформах литьевого прессования камеры смогут быть устроены как в матрицах, так и в виде отдельной подробности;
7) в стационарных прессформах загрузочные камеры выполняются в основном в матрицах, что разрешает избежать дополнительной операции по разъему прессформы, которая была бы нужна при накладной загрузочной камере;
8) усложняется фиксация арматуры, запрессовываемой в изделие параллельно плоскости разъема матрицы, из-за неудобства ее установки и сборки в обойму.
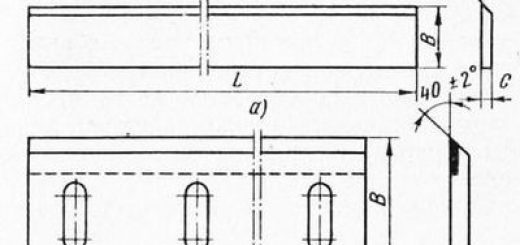
Для облегчения обработки и экономии материала длй изделий сложной конфигурации и громадных габаритов рекомендуется делать сборные матрицы.
Сборные матрицы планируют (запрессовываются) в обойму. Уровень качества их изготовления обеспечивается выбором оптимальных габаритов обоймы и неподвижной посадкой в них элементов матриц.
Серьёзным причиной, определяющим уровень качества прессуемого изделия, есть конструктивное оформление сопряжения отдельных частей сборных матриц. Главное требование к таким конструкциям содержится в изыскании таковой формы соединения, которая оставляла бы на изделии минимальные следы от шва и соответствовала с неспециализированными очертаниями изделия.
Для этого приходится время от времени пара видоизменять конфигурацию изделия, что оправдывается технологичностью изготовления прессформы.
Таблица 1
Типовые конструкции загрузочных камер и матриц компрессионных прессформ
")
Конструкция обратного типа, в то время, когда матрица, засунутая в обойму, оформляет внутреннюю полость изделия. Используется для полых изделий, имеющих сложные очертания полости, что затрудняет съем изделия, которое при разъеме прессформы имеет тенденцию оставаться в части ее, формующей полость
Конструкция предусматривает разъем на три части в двух горизонтальных плоскостях с креплением центрального формующего символа в держателе. Используется в съемных прессформах для обеспечения лучшего выталкивания из матрицы отпрессованных изделии
Вариант цельной конструкции загрузочной камеры и матрицы с формованием торца изделия плоскостью формующего символа. В съемных прессформах имеет разъем в двух горизонтальных плоскостях, в стационарных изделия выталкиваются формующим знаком. Используется для формования подробностей формы круга в основном в многогнездных прессформах, что облегчает их изготовление
Матрица с вертикальной плоскостью разъема, выполненная за одно целое с загрузочной камерой. Используется для прессования изделий, имеющих поднутрения по наружному контуру в съемных прессформах
Матрица с вертикальной плоскостью разъема, складывающаяся из отдельных пластин, собранных вместе с помощью заклёпок и штифтов, с накладной загрузочной камерой. Используется в съемных прессформах, в то время, когда изготовление цельной матрицы не представляется вероятным из-за малых сечений ребер изделия (толщина 1-1,5 мм)
Вариант конструкции многогнездной стационарной прессформы с матрицами, имеющими личные загрузочные камеры и устанавливаемыми в неспециализированную плиту-обойму. Используется для прессования изделий сложных конструкций и очертаний. Наличие отдельных загрузочных камер снабжает лучшее растекание прессматериала по формующей полости и ее заполнение
Таблица 2
Нормализованные конструкции обойм для съемных прессформ с вертикальной плоскостью разъема и пакеты прессформ к ним
Обоймы для круглых прессформ с вертикальной плоскостью разъема матриц по МН 1463-61 (выполнение I) и по МН 1464-61 и 1465-61 (выполнение II). Предназначаются для прессования относительно больших подробностей, поскольку допускают наличие одной формующей полости (по линии разъема).
Обоймы для прямоугольных литьевых прессформ с вертикальной плоскостью разъема матриц по МН 1466-61 (выполнение I) и МН 1467-61 (выполнение II). Форма обоймы (выполнение I) облегчает ее обработку до и по окончании закалки, но есть и ее недочётом, поскольку в результате давления со стороны матриц стены обоймы расходятся и матрицы перестают хорошо соприкасаться, благодаря чего на изделии образуется вертикальный грат. Для подробностей не выше 50-60 м.и
Таблица 3
Примеры сопряжения отдельных частей сборных матриц