Обработка заготовок деталей со сложными поверхностями
Применение сложных поверхностей в качестве установочных баз. Довольно часто при обработке заготовок в качестве установочной базы принимают коническую либо фасонную поверхность, накатанную поверхность, поверхность с резьбой либо шлицевую поверхность.
Коническая поверхность, как чистовая база, снабжает правильное центрирование, надёжность и быстроту крепления заготовок. Для базирования заготовки по конической поверхности используют конические оправки (в случае если на заготовке имеется обработанный внутренний конус), либо конические втулки (в случае если на заготовке имеется обработанный наружный конус).
Заготовка под действием сил резания может заклиниться на конусной оправке либо в конусной втулке, исходя из этого для снятия ее с приспособления используют сталкивающую гайку. Возможно закрепить заготовку за коническую поверхность в расточенных сырых кулачках патрона.
В то время, когда коническая поверхность есть черновой базой, используют патрон со особыми качающимися рифлеными губками. Для базирования заготовки по фасонной поверхности возможно применить трехкулачковый патрон с расточенными сырыми кулачками либо двухкулачковый патрон со особыми губками, соответствующими профилю базисной поверхности зажимаемой заготовки.
Для базирования заготовки по резьбовой поверхности используют резьбовые оправки, причем резьбу на этих оправках направляться нарезать конкретно на том станке, на котором производится обработка данной заготовки: это снабжает нужную соосность резьбовой поверхности заготовки с другими ее поверхностями.
Для правильного центрирования при базировании по резьбе на заготовке должен быть цилиндри-ческии поясок либо выточка, а на оправке подобная контрповерхность. Базирование заготовки по предварительно протянутому шлицевому отверстию реализовывают на шлицевой оправке с запрессовкой оп-правки в отверстие.
В случае если в качестве установочной базы применяют накатанную поверхность, то заготовку зажимают в кулачках патрона через разрезную втулку, дабы не сминались рифления на накатанной поверхности.
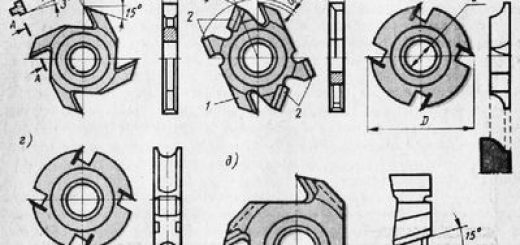
1. БАЗИРОВАНИЕ ЗАГОТОВОК ПО КОНИЧЕСКОЙ ПОВЕРХНОСТИ: а — на оправке, б — в патроне с расточенными кулачками. в — в патроне с качающимися губками; 1 — оправка. 2 — сталкивающая гайка. 3 — расточенный кулачок.
4 — качающаяся губка
Выбор метода обработки сложной поверхности. При выборе метода обработки сложной поверхности прежде всего исходят из принципа обеспечения наивысшей производительности обработки.
К примеру, маленькие конусы целесообразно обрабатывать при развёрнутых верхних салазках суппорта с применением одного из способов автоматизации подачи. Долгие пологие конусы самый действенно обрабатываются при помощи конусной линейки.
")
2. БАЗИРОВАНИЕ ЗАГОТОВОК ПО ФАСОННОЙ ПОВЕРХНОСТИ а — в трехкулачкопом патроне с расточенными кулачками, б —в днухкулачковом патроне со особыми гурками
3. БАЗИРОВАНИЕ ЗАГОТОВОК ПО РЕЗЬБОВОЙ ПОВЕРХНОСТИ:
4. БАЗИРОВАНИЕ ЗАГОТОВКИ ПО ШЛИ-ЦЕВОЙ ПОВЕРХНОСТИ (я). СХЕМА ОБОЗНАЧЕНИЯ (б) а — заготовки с паружнои резьбой, б — заготовки внутренней резьбой
Для фасонных поверхностей выбор метода обработки (фасонным резцом, сочетанием двух подач, при помощи копирного приспособления и др.) кроме этого зависит от требований и размеров к точности подробности, от величины партии подробностей и от возможностей технологического оборудования.
Нарезание резьб плашками и метчиками есть самоё эффективным для резьб с шагом до 2 мм. Крепежные резьбы большего шага, и винты с трапецеидальной резьбой целесообразно нарезать на токарном станке твердосплавными резцами.
Большой эффект по точности и производительности дает накатывание резьбы.
Коническую поверхность при развёрнутых верхних салазках суппорта обрабатывают резцом, что не перемещается на протяжении оси заготовки, а под углом к ней. исходя из этого осуществлять контроль точность размеров по упору и по лимбу поперечных салазок нереально, направляться выделить обработку конической поверхности в независимую операцию, дабы эта операция не мешала обработке цилиндрических поверхностей по лимбу и упору.
Нарезание резьбы резцом требует определенной настройки станка на ход резьбы: переключение рукояток коробки подач, в отдельных случаях перестановки шестерен гитары, переключение частоты вращения шпинделя, исходя из этого переход нарезания резьбы резцом не объединяют с другими переходами, а выделяют его в независимую операцию. Сообщённое относится и к обработке фасонных поверхностей по копиру, нарезанию резьбы «вихревым» методом, другим видам и накатыванию рифлений обработки.
Выделение обработки сложных поверхностей в независимую операцию снабжает улучшение качества и повышение производительности обработки.
Если не требуется особая наладка станка, то обработка сложной поверхности может выполняться за одну операцию с обработкой цилиндрической либо торцовой поверхности. К примеру, обработку конуса широким резцом либо фасонной поверхности фасонным резцом возможно осуществить за одну операцию с обработкой цилиндрических поверхностей, поскольку это не мешает пользоваться лимбом поперечной подачи.
Сверление, зенкерование либо развертывание с закреплением инструмента в пиноли задней бабки, нарезание резьбы метчиками, плашками, резьбонарезными головками либо накатывание резьбы в полной мере возможно объединять с переходами по обработке наружных цилиндрических поверхностей.