Способы обработки наружных конических поверхностей
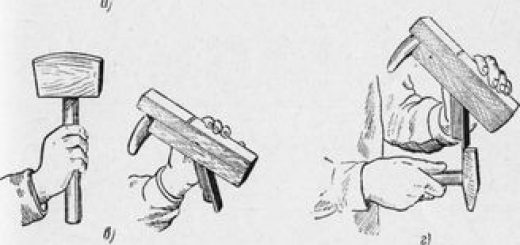
Обработка конических поверхностей широким резцом. Конические поверхности длиной 20—25 мм обрабатывают широким резцом.
Для получения нужного угла используют установочный шаблон, что прижимают к заготовке, а к его наклонной рабочей поверхности подводят резец, после этого шаблон убирают и резец подают к заготовке. Обработка конических поверхностей при развёрнутых верхних салазках суппорта.
Поворотная плита суппорта вместе с верхними салазками может поворачиваться довольно поперечных салазок, для этого освобождают гайки винтов крепления плиты. Контроль угла поворота с точностью до одного градуса реализовывают по делениям поворотной плиты.
Поворотную плиту суппорта совершенно верно настраивают на требуемый угол поворота при помощи индикатора по предварительно изготовленной подробности — эталону. Индикатор закрепляют в резцедержатель, а наконечник индикатора устанавливают совершенно верно по центру и подводят к конической поверхности эталона вблизи меньшего сечения, наряду с этим стрелка индикатора ставится на нуль; после этого суппорт перемещают так, дабы штифт индикатора касался заготовки, а стрелка все время пребывала на нуле.
Положение суппорта фиксируют зажимными гайками. Преимущества метода: возможность обработки конусов с любым углом уклона, простота наладки станка.
Недочёты метода: невозможность обработки долгих конических поверхностей так как протяженность обработки ограничена длиной хода верхних салазок суппорта (к примеру, у станка 1К62 протяженность хода 180 мм); обтачивание ведут при ручной подаче, что снижает качество и производительность обработки. Обработку конических поверхностей при развёрнутых верхних салазках суппорта возможно механизировать, применив приспособление.
Эластичный вал приобретает вращение от ходового винта либо от ходового вала станка через спиральные шестеренки и передает вращение на рукоятку винта верхних салазок.
Кое-какие токарные станки (16К20, 163 и др.) имеют механизм передачи вращения на винт верхних салазок суппорта. На таком станке независимо от угла поворота возможно взять автоматическую подачу верхних салазок.
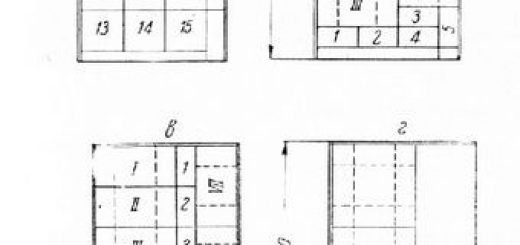
В случае если наружная коническая поверхность вала и внутренняя коническая поверхность втулки должны сопрягаться, то конусность сопрягаемых поверхностей должна быть однообразна. Дабы обеспечить однообразную конусность, обработку таких поверхностей делают без переналадки положения поворотной плиты.
Наряду с этим для обработки конусного отверстия используют расточный резец с головкой, отогнутой вправо от стержня, а шпинделю информируют обратное вращение. Обработка конических поверхностей методом смещения задней бабки.
Долгие наружные конические поверхности обрабатывают методом смещения корпуса задней бабки. Заготовку устанавливают в центрах.
Корпус задней бабки при помощи винта смещают в поперечном направлении так, что заготовка делается «на перекос». При включении подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность.
")
1. ОБРАБОТКА КОНИЧЕСКОЙ ПОВЕРХНОСТИ КОНУСА ШИРОКИМ РЕЗЦОМ: а — установка резца по шаблону, б — схема обработки
2. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) ПРИ РАЗВЁРНУТЫХ ВЕРХНИХ САЛАЗКАХ СУППОРТА: а обтачивание наружной поверхности, б — растачивание внутренней поверхности, а — угол уклона конуса
3. ПРИСПОСОБЛЕНИЕ С ЭЛАСТИЧНЫМ ВАЛОМ ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ВЕРХНИХ САЛАЗОК ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ): 1 — рукоятка винта верхних салазок, суппорта, 2 — эластичный вал, 3 — корпус приспособления. 4 — зубчатая передача
Величину смещения Н задней бабки определяют из треугольника ЛВС:
4. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) БЕЗ ПЕРЕНАЛАДКИ ВЕРХНИХ САЛАЗОК СУППОРТА
5. ОБРАБОТКА НАРУЖНОЙ КОНИЧЕСКОЙ ПОВЕРХНОСТИ (КОНУСА) МЕТОДОМ СМЕЩЕНИЯ ЗАДНЕЙ БАБКИ: Н — величина смещения задней бабки
Величину смещения корпуса задней бабки относительно плиты осуществляют контроль по делениям на торце плиты либо при помощи лимба поперечной подачи. Для этого в резцедержателе закрепляют планку, которая подводится к пиноли задней бабки: положение фиксируется лимбом.
После этого поперечные салазки отводят назад на расчетную величину по лимбу и заднюю бабку смещают до соприкосновения с планкой. Наладку станка на обтачивание конусов методом смещения задней бабки возможно делать по эталонной подробности, которую закрепляют в центрах и смещают заднюю бабку, осуществляя контроль индикатором параллельность образующей поверхности эталонной подробности к направлению подачи.
Контроль возможно кроме этого осуществить при полоски бумаги и помощи резца: резец соприкасают с конической поверхностью по меньшему, а после этого по большему диаметрам так, дабы между этой поверхностью и резцом протягивалась полоса бумаги с некоторым сопротивлением. Дабы на протяжении вращения заготовки не повредилось центровое отверстие, используют шариковый центр.
Вращение заготовке должно передаваться лишь хомутиком: крепление в патроне недопустимо. Преимущества обработки конических поверхностей методом смещения задней бабки: возможность обработки долгих заготовок и возможность автоматической подачи суппорта.
Недочёты: невозможность обработки внутренних конусов и конусов с громадным углом.