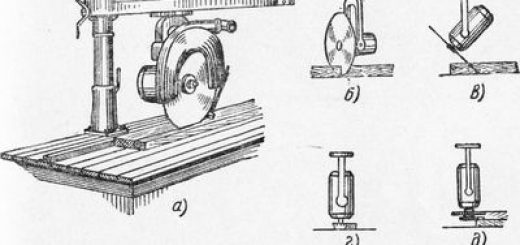
Устройство деревообрабатывающих станков
Части станка. Части каждого станка возможно подразделить на главные и вспомогательные.
К главным частям относятся: станина, рабочий стол (плита), рабочий вал, режущий инструмент (пильный диск, ножи, сверла, фрезы и др.), механизм передачи перемещения. К запасным частям относятся: ограждения страшных мест, механизм подачи материала (питающий механизм), остановочно-пусковые приспособления, приспособления для смазки.
Станина — в большинстве случаев чугунная, цельнолитая, тяжеловесная. На ней монтируются все движущиеся части станка. Станина информирует станку устойчивость.
Ее довольно часто устанавливают на бетонном фундаменте.
Рабочий стол (плита) — также в большинстве случаев чугунный, в обязательном порядке строганый, совершенно верно выверенный, шлифованный. Стол возможно как неподвижным, так и перемещающимся вверх, вниз и в стороны.
Рабочий вал помогает для крепления на нем режущего (рабочего) инструмента. В зависимости от вида инструмента, что на нем крепится, рабочий вал довольно часто именуют пильным, ножевым, шпинделем.
Рабочий вал неизменно стальной, в обязательном порядке точеный, прочный, выбалансированный (уравновешенный), имеет приспособления для коепления на нем инстоумента.
Режущий инструмент, используемый в деревообрабатывающих станках, имеет разное назначение и соответственно этому различную конструкцию, размеры и разные формы. Изготовляют режущий инструмент из отличной углеродистой либо легированной стали.
Инструмент носит различные заглавия.
Виды передачи перемещения. Все деревообрабатывающие станки электрифицированы, т. е. трудятся от электродвигателей.
На станках, трудящихся несколькими режущими инструментами, установлены или один неспециализированный электродвигатель, или отдельные электродвигатели для каждого инструмента. Во втором случае электродвигатели именуют личными.
Неспециализированная мощность всех личных электродвигателей именуется суммарной мощностью станка.
Станки с личными электродвигателями более эргономичны в эксплуатации и более экономичны (более удачны). Это разъясняется тем, что при работе лишь части режущих инструментов эти станки возможно включить не на полную мощность и, так, экономить электричество.
Передача перемещения на рабочий вал от электродвигателя возможно: яркой, ременной, зубчатой, цепной.
При яркой передаче рабочий вал станка соединен с Еалом электродвигателя и образовывает как бы его продолжение либо же режущий инструмент крепится на удлиненном валу электродвигателя. Число оборотов рабочего вала при яркой передаче перемещения равно оборотов вала электродвигателя.
Ременная передача складывается из ведущего и ведомого шкивов и охватывающего их нескончаемого ремня. Ведущим именуется шкив на валу электродвигателя, ведомым — шкив на рабочем валу.
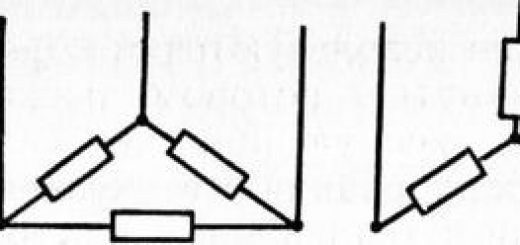
В зависимости от размещения рабочего вала и направления его вращения ременная передача возможно прямой, косой и перекрестной. Ременную передачу довольно часто именуют приводом.
От диаметра шкивов ременной передачи зависит число оборотов рабочего вала. Чем больше диаметр ведущего шкива и чем меньше диаметр шкива ведомого, тем больше число оборотов рабочего вала.
Дабы повысить колличество оборотов рабочего вала, уменьшают диаметр ведомого шкива либо увеличивают диаметр шкива ведущего. Дабы рабочий вал имел меньше оборотов, чем вал электродвигателя, диаметр ведомого шкива должен быть больше диаметра шкива ведущего.
Для трансформации числа оборотов рабочего вала на нем время от времени устанавливают пара смежных шкивов различных диаметров, либо ступенчатый шкив.
")
Рис. 1. Виды ременной передачи: а — прямая; б — перекрестная; в — косая
Для передачи перемещения рабочему валу используют кроме этого разные виды зубчатых передач и цепную передачу.
Передачу, складывающуюся из комплекта шестеренок (шестерен), время от времени заключают в неспециализированную коробку; сцепление шестерен создают при помощи выходящего наружу рычага. Коробка с таким комплектом шестерен именуется коробкой скоростей.
Она разрешает изменять число оборотов рабочего вала на ходу станка. Коробку скоростей в большинстве случаев используют для трансформации скорости подачи материала.
На каждом станке должны быть устройства, при помощи которых производится наладка станка для исполнения заданной обработки. Такими устройствами являются: упоры, направляющие линейки, каретки, перемещающиеся рабочие столы, стопорные и подъёмные винты, верхние и боковые прижимы.
Помимо этого, на каждом станке должны быть в обязательном порядке ограждены все движущиеся и вращающиеся части, все страшные места.
Рис. 2. Ступенчатые шкивы
Виды подачи материала. Материал может подаваться к режущему инструменту станка вручную либо при помощи подающих механизмов. Механическую подачу довольно часто именуют автоматической.
Механизм подачи как правило представляет собой две пары вальцов, приводимых во вращение через совокупность шестеренок от электродвигателя. Вальцы, приобретающие вращение 01 электродвигателя, именуются питающими, либо подающими.
Вальцы, приводимые во вращение подаваемым материалом, именуются направляющими.
Рис. 3. Виды зубчатых передач: а — цилиндрическая; б — с паразитной шестерней; в — сложная; г — коническая; д — червячная
Питающие вальцы бывают рифлеными и ровными; рифленые вальцы Лучше сцепляются с no-Даваемым материалом. Ровные, питающие вальцы используют Для подачи строганого материала, поскольку рифленые вальцы имели возможность бы сломать строганую поверхность.
На некоторых станках механическая подача производится цепным либо гусеничным конвейерным механизмом.
Рис. 4. Цепная передача
Скорость автоматической подачи может быть около 100 м/мин и больше, скорость ручной подачи не превышает 20 м/мин. Скорость подачи зависит от твердости древесины, толщины распиливаемых брусков, ширины, профиля и глубины строгания.
остановка и Пуск станка производятся при помощи рубильника, кнопок; время от времени используется холостой шкив.
долговечность станка и Бесперебойная работа в громадной степени зависят от смазки его движущихся частей. В местах смазки установлены масленки.
В сложных станках смазка производится централизованно через совокупность трубок.