Организация труда и техника безопасности на процессах изготовления полимерных печатных полос
")
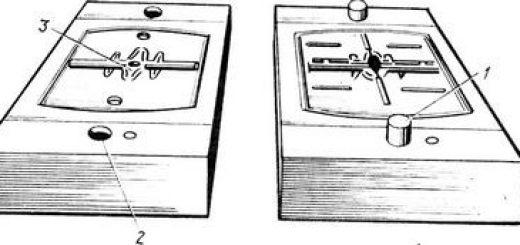
Размещение оборудования на участке изготовления печатных пластмассовых и резиновых полос должно быть подчинено задаче обеспечения производительного и надёжного труда трудящихся. Рабочее место подготовки матриц укомплектовывают устройствами контроля качества матриц, вытяжным шкафом для талькирования (пли столом с бортовыми отсосами), столом контроля качества с подвижными осветительными устройствами Для регулирования степени освещенности контролируемого объекта. Главные устройства для контроля качества матриц (и стереотипов): микроскопы МБС-2, МПБ-2 и
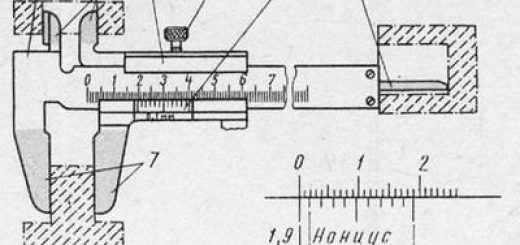
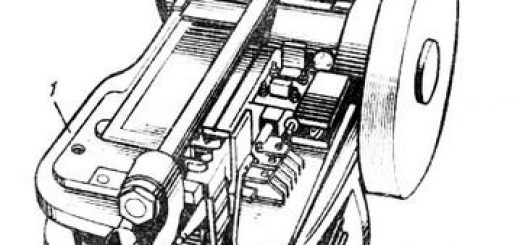
МБУ-4, толщиномер ТИК-1, индикаторный глубиномер, микрометры, лупы 7—10х, измерительная линейка МШР-1. На рабочем месте прессования полимерных стереотипов в близи от пресса (СМП-200) размещают нагревательное устройство (СМН-200) и вспомогательный талер для раскомплек-товки пресс-пакетов по окончании прессования стереотипов, под которым возможно установлен стол-шкаф для своевременного хранения матриц, защитных листов и вспомогательных плит, лавсановой пленки, веществ, улучшающих отделение стереотипов от матриц.
Тут же целесообразно разместить стол-шкаф для хранения подготовленных к сборке пресс-материалов (разрезанных по формату пленок, пластиката, пилюль, сырой резины, гранул и т. п.), рубилку (папшер) для раскроя полимерных формных материалов и цинкорубилку МРЦ-2 для обрубки отпрессованных стереотипов. Отпрессованные стереотипы обрабатывают на разном оборудовании: фрезерных станках ORS и МФП-2, шлифовальных станках R-1 и R-3, фрезерно-пробельных типа ПД-2. Для .надёжное-
работы территории фрезерования на станках ORS и МФП-3 должны иметь устройства и защитные приспособления для сборки стружки, включая приспособления для очистки поверхности столов (шланг с подачей сжатого воздуха). Рядом со станками на эргономичном расстоянии размещают вспомогательные столы для обрабатываемых инструмента и стереотипов.
Рекомендуются осветительные устройства на эластичном шланге для контроля процесса отделки стереотипов. Рабочее место пробной печати и корректуры полимерных стереотипов оснащают пробопечатными станками типа «Фаг-контрол», запасными столами-шкафами для смывки стереотипов, для хранения своевременного запаса печатной вспомогательных материалов и бумаги, особыми столами правщика, в которых возможно разместить запасные стереотипы для корректуры печатных полимерных полос, инструмент.
Особенное внимание уделяют пожарной безопасности при проведении смывке стереотипов и пробной печати керосином, и при размещении смывочных материалов вблизи про-бопечатного станка (металлические коробки для ГСМ, ветоши, щеток и др.). Особенное положение на участке обязан занимать многосекционный стеллаж для хранения стереотипных форм, подготовленных для корректуры либо к сдаче в печать: отдаленность от обогревательных устройств, защита от прямых лучей солнечного света, возможность поддержания температуры не выше +20° С и вакуумиро-вания пакетов с печатными полимерными полосами продолжительного хранения.
Безопасность труда обеспечивается соблюдением техники безопасности трудящимися: применение средств личной защиты при исполнении операций прессования (спецодежда, рукавицы) и обработки стереотипов по росту (очки), работа на исправном оборудовании. Запрещается действующий при неисправной токопроводящей совокупности, при неудовлетворительном заземлении оборудования, без местной вентиляции на операции прессования стереотипов, без ограждения страшных территорий, при недостаточном освещении рабочих мест.
Руководствами по технике безопасности предусмотрены правила работы с пусковыми устройствами и электрооборудованием, соблюдение которых в обязательном порядке при изготовлении полимерных ечатных полос. При разрезке пластика либо готовых сте-Р отипов на цинкорубилке нужно пользоваться спе-быткЬНЫМИ “Рамными устройствами, ножи должны Ь острыми с верной заточкой.
Обработка оборотной стороны стереотипов на станках торцевого фрезерования обязана проводиться при вакууме не меньше 0,6 кгс/см2 (6 кПа). Запрещается придерживать стереотип рукой, тормозить фрезу рукой либо каким-либо предметом, сметать стружку руками.
Нужно для очистки использовать сметку при остановленной фрезерной головке. Требуется осмотрительное исполнение работ при торцевом фрезеровании базисной поверхности полимерных стереотипов и углублении пробелов чтобы не было срыва стереотипа с поверхности вакуумной плиты станка.
При работе на пробопечатном станке запрещается на ходу (при вращении красочных валиков) накладывать краску конкретно на валики и снимать с валиков излишки ее при помощи бумаги, удалять намотавшиеся страницы.
Организация процесса изготовления пластмассовых стереотипов изменяется в зависимости от количеств производства и используемого оборудования. К примеру, типовыми нормами времени и выработки предусмотрено исполнение всего комплекса работ по прессованию стереотипов и матриц, пробной печати и отделке стереотипов одним рабочим с применением двух прессов для прессования матриц и одного пресса для прессования стереотипов с нормой времени 34,4 мин на прессование матрицы, 7,8 мин на прессование стереотипа, 18,1 мин на отделку одного 4-полосного стереотипа.
Часовая норма выработки прессования матриц 1,7 шт., прессования стереотипов— 7,7 шт. и отделки стереотипов — 3,3 шт. Применение для того чтобы количества оборудования одним трудящимся с комплексным исполнением всех операций по изготовлению стереотипов малоэффективно, в особенности применение трех гидравлических прессов.
Самый рационально употребляется оборудование при последовательно-параллельном исполнении операций: прессование матриц из материала МПМ-2 и подготовка уникальных наборных форм к матрицированию, обработка и прессование стереотипов их по толщине, обработка пробелов (углубление), корректура и пробная печать. При больших количествах производства пластмассовых печатных форм принята бригадная форма организации с разделением работ в зависимости от навыков, квалификации трудящихся и характера издания, для которого изготовляются печатные формы (текст, штриховые рисунки и текст, растровые иллюстрации и текст и т. д.).
Для таковой формы организации труда должны быть созданы особые нормативы.