Основные принципы технологии пайки
Разработка пайки включает комплекс последовательно делаемых операций, главными из которых являются подготовка поверхности соединяемых подробностей, сборка, пайка и обработка подробностей по окончании пайки. Данный комплекс операций в том либо другом количестве имеет место при всех методах пайки.
Исходя из этого, не обращая внимания на их разнообразие, разработка пайки имеет большое количество неспециализированного. Независимо от используемого метода пайки для получения качественных паяных соединений требуются:
1. Тщательная очистка соединяемых поверхностей подробностей перед пайкой от окисных плёнок и загрязнений. В случае если при сварке загрязнения и окисные пленки в зоне шва приводят только к понижению прочностных и других черт сварного соединения, то при пайке они мешают сотрудничеству между главным металлом и расплавленным припоем и, следовательно, образованию спаев.
2. Соблюдение при сборке подробностей под пайку установленных зазоров.
3. Удаление окисной пленки с соединяемых поверхностей припоя и основного металла в ходе пайки. Для получения паяного соединения не хватает очистить соединяемые поверхности металлов перед процессом пайки.
Нужно кроме этого обеспечить качественные условия удаления окисной пленки конкретно в ходе пайки.
4. Равномерный нагрев соединяемых поверхностей подробностей до температуры пайки. В случае если при сварке плавлением для образования шва нужно только местное расплавление кромок соединяемых подробностей, то при пайке требуется обеспечить однообразные условия сотрудничества между флюсом (газовой средой), основным металлом и припоем.
Принимая к сведенью, что сотрудничество протекает в соединительном зазоре 0,1— 0,2 мм, легко представить, как принципиально важно иметь при пайке равномерную температуру нагрева. Лишь соблюдение этих неспециализированных для всех способов пайки условий протекания процесса пайки гарантирует высокий уровень качества паяных соединений.
Выбор метода пайки определяется техническими требованиями к изделию, конструкцией паяемой подробности, материалом, из которого она изготовлена, используемым припоем, числом изготовляемых подробностей й оснащенностью предприятия оборудованием. При изготовлении маленького количества подробностей экономически целесообразно использовать для пайки газовые горелки.
При наличии на предприятии соответствующего оборудования возможно применять для данной цели индукционные и другие методы нагрева. При массовом производстве подробностей самый рациональна механизированная пайка в печах с применением контролируемых газовых сред.
Процесс пайки определяется режимом пайки: условиями и температурой нагрева, выдержкой при температуре пайки и условиями охлаждения. В некоторых случаях режим пайки характеризуется кроме этого давлением, прикладываемым к соединяемым подробностям в ходе пайки.
Приемы пайки мягкими припоями. При ручной пайке используются паяльники разных конструкций. Процесс пайки начинают с подготовки мест спая,” после этого по окончании припаивания очищают шов.
Подготовка мест спая состоит в большинстве случаев из механической очистки поверхностей подробностей (напильником, шабером, пескоструйным аппаратом и др.), обезжиривания, сборки и травления под пайку. Время от времени подробности перед пайкой предварительно подвергают лужению.
Зазоры между соединяемыми поверхностями при сборке под пайку должны быть в пределах 0,05—0,2 мм; в зазоры менее 0,05 мм мягкие припои не попадают, а зазоры более 0,2 мм снижают прочность спая.
При пайке жёсткими припоями зазоры направляться делать в пределах 0,5—1 мм и более.
Сложные узлы планируют в приспособлениях, фиксирующих обоюдное размещение подробностей. Выбор паяльника зависит от размеров и формы соединяемых подробностей, и от характера паяльных работ. Как правило используют молотковые паяльники.
Торцовые паяльники применяют в большинстве случаев только при пайке в труднодоступных местах.
Подготовка паяльника складывается из заправки его напильником под углом 25—40°, снятия заусенцев и тщательного облуживания припоем. Зачищенный паяльник 4пп°еВают в Г0Рне на огне паяльной лампы до 350— 400 °С либо электронагревом, а после этого его скоро снимают с огня и очищают от появившейся окалины (методом погружения в хлористый цинк).
Затем рабочей частью паяльника захватывают определенную дозу припоя и несколькими трущими перемещениями по кусковому нашатырю залуживают припоем.
На подготовленное к пайке соединение наносят хлористый цинк либо какой-либо второй флюс, а после этого вводят припой. На рис. 181, а продемонстрирован пример паяния трубы 1 по шву 3. Труба находится на приспособлении— помощи 2. При пайке паяльник Одержат в правой руке, а в левой — кусок припоя 5.
Для получения доброкачественного шва нужно шепетильно растереть паяльником припой по месту пайки до полного залуживания. В случае если наряду с этим какая-либо часть шва не залуживается, то нужно профлюсо-вать либо зачистить это место заново.
")
Рис. 1. Пайка мягкими припоями
В ходе пайки рабочая часть паяльника обязана лежать на спае всей поверхностью. Лишь в этом случае обеспечивается заполнение и места быстрый прогрев спая его припоем (рис.
1,б).
Сейчас начали использовать очень производительный метод пайки методом погружения соединяемых подробностей в ванну с расплавленным припоем либо с расплавленной солью. Для хорошего затекания припоя в швы соединяемых подробностей в состав солей додают 4—5% буры.
При пайке подробностей в расплавленных солях в большинстве случаев применяют электрические соляные ванны для термической обработки инструмеМа и соляные электродные однофазные и трехфазные печи с автоматическим регулированием температуры.
Приемы пайки жёсткими припоями. Пайка жёсткими припоями может производиться разными методами.
При пайке газопламенными горелками места спая нагревают пламенем паяльных ламп либо газовых горелок. Для нагрева небольших подробностей пользуются паяльной лампой либо горелкой, трудящейся на осветительном газе либо ацетилене.
Для нагрева больших подробностей применяют особые и простые сварочные кислородно-ацетиленовые горелки.
При пайке погружением подробностей в ванну с расплавленными солями припой предварительно, еще в жёстком виде, прикрепляют к месту спая подробностей.
При пайке в печах подробности с заблаговременно нанесенным припоем и флюсом нагревают. Во многих случаях пайку создают в печах с электрическим обогревом в защитной воздухе (водорода либо аммиака), предохраняющей металл от окисления.
Таковой метод пайки в условиях массового производства подробностей разрешает использовать автоматизацию и механизацию процесса и вместе с тем снабжает высокий уровень качества паяных соединений.
самый рациональным методом есть пайка с нагревом токами высокой частоты.
Но в практике слесарной обработки довольно часто пайка жёсткими припоями осуществляется посредством паяльных ламп, газовых горелок и в горнах.
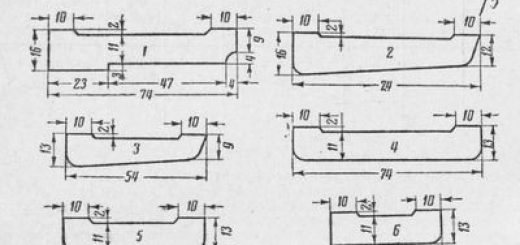
Перед пайкой соединяемые части подробности (изделия) должны быть шепетильно очищены от грязи, окалины, жира и собраны с учетом зазоров под пайку.‘При пайке жёсткими припоями заготовки в зависимости от назначения возможно соединять встык, внахлестку и реже в замок (рис. 2,а).
После этого места спая покрывают флюсом (бурой), укладывают припой и скрепляют мягкой проволокой, дабы соединяемые части не сместились (рис. 2,б). По окончании таковой подготовки подробность с опаской вводят в зону пламени паяльной лампы либо горелки и смотрят за процессом плавления.
Сначала нагрев места спая необходимо вести медлительно. В то время, когда вздувшаяся бура осядет, нагрев усиливают и продолжают его , пока припой полностью не расплавится и не зальет место соединяемых частей подробности.
Дабы ускорить расте-каемость припоя в зазоре соединения, поступают так: место спая покрывают флюсом и легко водят по всему шву куском заостренной металлической проволочки. Спаянным подробностям дают медлительно остыть; такое замедленное остывание повышает прочность соединения.
Рис. 2. Приемы сборки подробностей для пайки жёсткими припоями
Паяние возможно вести и в таковой последовательности. Подготовленную подробность покрывают флюсом и подвергают нагреву.
В то время, когда температура нагрева будет достаточной для расплавления припоя, вводят припой в спай и смотрят за его растеканием и расплавлением по шву. По окончании пайки дают подробности охладиться, зачищают шов от излишка наплавленного припоя, после этого промывают и высушивают подробность.