Способы пайки деталей
Все существующие методы пайки токами высокой частоты по характеру внесения подробностей в индуктор, отключению и дозировке нагрева возможно отнести к трем главным группам:
1) ручная пайка с фиксацией и без фиксации подробности в индукторе;
2) полуавтоматическая пайка с фиксацией подробности в индукторе;
3) автоматическая пайка с подачей подробности в индуктор при помощи особых устройств.
")
Рис. 1. Классификация способов высокочастотной пайки
Любая несколько разбивается на пара подгрупп (рис. 1).
Ручная пайка возможно следующих разновидностей:
а) Ручная периодическая пайка с ручным отключением нагрева. Наряду с этим методе подробности паяются по одной. По окончании внесения подробности индуктор посредством ручной либо ножной кнопки включается нагрев.
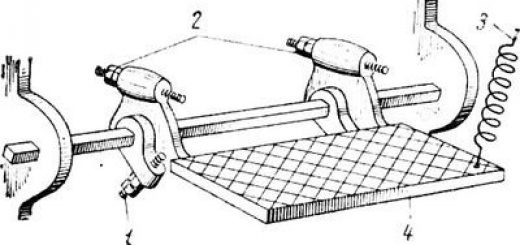
Подробность находится в несложном приспособлении либо на оправке в руках рабочего, что по мере необходимости отдаляет либо приближает отдельные места спая к индуктору (рис. 2).
Индуктор в этом случае большей частью делается одно- либо двух-витковым для получения концентрированного нагрева в узкой территории спаиваемого изделия.
При достижении нужной температуры, о чем делают выводы «на глаз» по расплавлению припоя и цвету каления места спая, нагрев отключается до внесения в индуктор следующей подробности.
Рис. 2. Ручная периодическая пайка подробностей: 1 — оправка; 2 — индуктор; 3 — спаиваемые подробности; 4 — припой
Таковой метод может рекомендоваться лишь при обработке несложных разнотипных подробностей в малых количествах.
Недочёты данного метода: малый производительность, нехорошее применение генератора, необходимость высокой квалификации рабочего.
б) Ручная постоянная пайка с подачей подробностей в индуктор без снятия напряжения с последнего. Наряду с этим методе подробности вносятся в многоместный индуктор друг за другом и, по мере их нагрева до завершения пайки и необходимой температуры, извлекаются и заменяются новыми.
В тот момент, в то время, когда подробность, ранее вторых помещенная в индуктор, достигает температуры пайки, все следующие за ней подробности еще находятся на предварительном подогреве. Так, любая из подробностей достигает температуры пайки с отставанием на пара секунд от прошлой.
Партия подробностей обрабатывается без выключения генератора.
Таковой вид пайки разрешает лучше применять генератор и дает более высокую производительность. Он используется, в основном, для пайки резцов с пластинками из жёстких сплавов (рис.
3), где уровень качества пайки полностью зависит от опыта рабочего.
в) Ручная пайка с повторно-краткосрочным включением нагрева вручную. Данный метод пайки слабо отличается от метода, указанного в пункте а. Отличие содержится лишь в том, что в этом случае подробность нагревается до максимально допустимой температуры на поверхности, по окончании чего напряжение с индуктора снимается, происходит выравнивание температуры в подробности за. счет теплопроводности, после этого опять подается нагрев и т. д. до тех пор, пока не расплавится припой и в месте спая не будет достигнута нужная температура.
Наряду с этим отключение и включение генератора производится значительно чаще ножной педалью.
Данный вид пайки используется в тех случаях, в то время, когда приходится спаивать толстостенные подробности с тонкостенными, и в случае если генератор имеет нехорошую регулировку и может трудиться лишь на мощностях, громадных, чем нужная для пайки данной подробности.
Рис. 3. Ручная постоянная пайка резцов на двухпозиционном станке: 1 — резец только что внесен в индуктор; 2 — резец нагрелся до температуры плавления припоя; 3 — припой расплавился, резец достиг температуры пайки
При применении для целей пайки замечательных ламповых генераторов, трудящихся по одноконтурной схеме, к примеру, генераторов АЗ-46, у которых неосуществима плавная регулировка режима, довольно часто пользуются методом повторно-краткосрочного включения нагрева вручную.
г) Ручная пайка с автоматическим повторно-краткосрочным включением нагрева при ограничении большой температуры. Отличительной изюминкой ее есть наличие фотоэлектрического пирометра, управляющего генератором.
Пирометр при помощи реле отключает генератор при нагреве подробности до максимально допустимой температуры Т2 и включает его снова при понижении температуры до величины Т. Так, производится многократный нагрев подробности до температуры Т2, что время от времени нужно для пайки массивных подробностей, требующих теплопередачи при помощи теплопроводности для полного расплавления припоя и хорошей пропайки по всему сечению.
При работе фотопирометр устанавливается по цвету каления металла спаиваемой подробности, что возможно удачно осуществлено лишь при пайке тёмных металлов жёсткими припоями.
Темперамент нагрева изделия в индукторе при обрисовываемом методе пайки продемонстрирован на рис. 4.
Наряду с этим методе уровень качества пайки в меньшей мере зависит от рабочего, поскольку перегрев подробности исключается. Невозможность паять этим методом в один момент пара подробностей и отсутствие хватает количества фотопирометров на фабриках ограничивают область его применения.
Рис. 4. Темперамент нагрева подробности в индукторе при пайке с автоматическим отключением источника и повторным включением питания при помощи фотоэлектрического пирометра: Г1— температура пайки; Г3—максимально допустимая температура перегрева подробности при пайке данным припоем
Полуавтоматическая пайка есть более идеальным технологическим процессом если сравнивать с ручной.
В этом случае подготовленные к пайке подробности закрепляются в твёрдом приспособлении, дающем возможность совершенно верно фиксировать положение места спая по отношению к индуктору. съём и Установка подробностей, и включение нагрева производится вручную, а выключение происходит машинально по окончании окончания процесса пайки.
Существуют три главные разновидности для того чтобы процесса.
а) Пайка с дозировкой нагрева по температуре. В этом случае употребляется фотоэлектрический пирометр, настроенный на определенную температуру.
Режим нагрева подробности должен быть подобран так, дабы при достижении нужной температуры в месте спая напряжение с индуктора снималось при помощи фотопирометра, управляющего питающим генератором.
б) Пайка с дозировкой нагрева по времени. Наряду с этим методе подробности закрепляются в индукторе по одной либо пара штук. Нагрев включается вручную, а выключение производится машинально через определенное время посредством реле времени.
Таковой метод удобен для пайки довольно несложных сочленений в массовом производстве. Но он требует стабильного полной работы повторяемости и режима генератора условий нагрева подробностей. Индукторы смогут быть однопозиционными и многопозиционными.
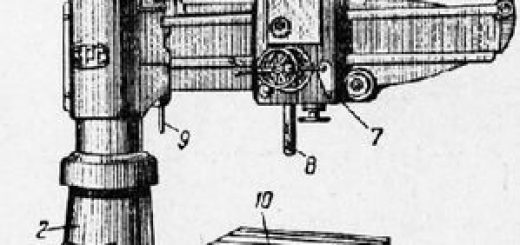
Этим видом пайки пользуются на Столичном автомобильном заводе им. Лихачева для пайки велосипедных рам, при питании устройства от машинного генератора с частотой тока 8000 гц (рис.
5).
в) Пайка с дозировкой нагрева по энергии. Данный метод подобен пайке с дозировкой по времени, но имеет последовательность преимуществ.
В этом случае посредством особого реле — счетчика энергии — дозируется энергия, подводимая к подробности.
При постоянных размерах подробности, неизменных зазорах между нею и индуктором и однообразных условиях теплоотдачи в вохдух температура места пайки зависит по большей части от количества переданной в подробность энергии, исходя из этого дозировка по энергии дает отличных показателей. На уровень качества пайки наряду с этим практически не воздействуют колебания напряжения сети, нестабильность режима генератора и т. д.
Рис. 5. Станок совокупности Столичного автомобильного завода для полуавтоматической пайки узла рамы велосипеда
Сейчас данный метод пайки еще практически не используется из-за отсутствия промышленного изготовления соответствующих реле.
Автоматическая пайка с подачей подробностей в индуктор при помощи особых устройств возможно постоянной и периодической.
В первом случае подробности непрерывно поступают в индуктор, перемещаясь при помощи конвейерной ленты либо вращающегося диска. Индуктор наряду с этим должен быть проходным, разрешающим подробностям вольно поступать в зону его действия и выходить из нее (рис.
6.).
Данный метод пайки, самый производительный и действенный, пригоден в основном для обработки небольших подробностей при массовом их производстве. Он требует постоянной режима скорости и стабильного генератора подачи подробностей.
Процесс автоматической периодической пайки осуществляется при помощи особых автоматов, снабжающих работу по определенному циклу, что складывается из доставки подробности в индуктор, включения, отключения и выдержки нагрева, охлаждения подробности до температуры затвердевания припоя, удаления ее из подачи и индуктора новой подробности — с нее начинается следующий цикл.
В условиях массового производства высокочастотная пайка возможно применена удачно лишь при вероятно полной автоматизации процесса. При питании нагревательного индуктора от машинного генератора, что снабжен электромашинным усилителем, машинально поддерживающим напряжение генератора постоянным, автоматизация процесса высокочастотной пайки осуществляется легко.
Этому содействует наличие измерительной аппаратуры, трудящейся в диапазоне звуковых частот.
Взять стабильный режим нагрева при питания индуктора от лампового генератора существенно тяжелее. При пользовании ламповыми генераторами процесс пайки возможно автоматизирован только при условии питания генератора от стабилизированных источников как по цепи накала ламп, так и по цепи анода.
Производимые в настоящие время ламповые генераторы для высокочастотного нагрева к сожалению не имеют стабилизации анодного напряжения. направляться считать, что в скором будущем вероятно будет обширно применять в промышленных высокочастотных установках схему стабилизации анодного напряжения, созданную и испытанную в НИИ ТВЧ им. проф.
В. П. Вологдина, основанную на применении магнитных усилителей для стабилизации напряжения методом действия на сетки тиратронов анодных выпрямителей.
Рис. 6. Автоматическая пайка с постоянной подачей подробностей в индуктор: 1 — лента конвейера; 2 — керамические подставки; 3 — оправка для насадки подробности; 4 — спаиваемые подробности; 5 — проходной индуктор