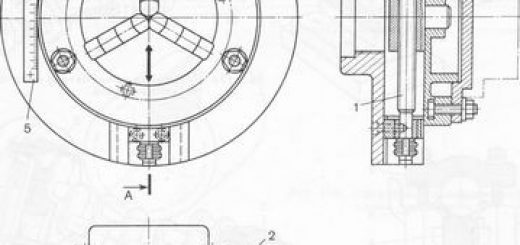
Основные рабочие органы станков, автоматов и автоматических линий
")
Подробность может иметь последовательность поверхностей разного вида, подвергающихся механической обработке. Разные виды поверхностей, в большинстве случаев, обрабатываются на станках разного типа.
На станке определенного типа осуществляется обработка ограниченного числа видов поверхностей либо кроме того поверхностей одного вида, ограниченного числа классов подробностей. Размеры подробностей, каковые смогут быть обработаны на станке определенного типоразмера, кроме этого ограничены.
Чем больше число видов поверхностей, каковые смогут быть обработаны на станке, тем больше число видов профилирующих движений и движений подачи, и установочных перемещений рабочих органов станка, тем шире пределы трансформаций скоростей движений рабочего подачи и главного движения, тем сложнее его конструкция. Так, расширение универсальности станка ведет к усложнению его конструкции и увеличению цены, что, со своей стороны, приводит к повышению себестоимости операции, делаемой на станке.
Иначе, ограничение универсальности станка может привести к его недогрузке. Исходя из этого верный выбор степени универсальности станка применительно к конкретным производственным условиям, для работы в которых он предназначается, имеет очень значительное значение.
По степени универсальности станки смогут быть разбиты на последовательность групп.
1. Универсальные станки широкого назначения.
2. Универсальные станки деланного выводы назначения.
3. Специальные станки.
4. Особые станки.
Универсальные станки широкого назначения предназначаются для обработки последовательности видов поверхностей, нескольких классов подробностей, размеры которых смогут изменяться в более либо менее больших пределах.
К числу универсальных станков широкого назначения относятся универсальные токарно-винторезные станки, на которых возможно обрабатывать внутренние поверхности и наружные вращения, торцовые поверхности, BHHtoBbie поверхности подробностей в форме тел вращения; горизонтальные и вертикальные консольнофрезерные станки, пригодные для исполнения любых фрезерных операций, горизонтальнорасточные станки, предназначенные для обработки внутренних поверхностей вращения корпусных подробностей любыми инструментами и фрезерования плоскостей; вертикальные и радиальносверлильные станки и др.
Универсальные станки широкого назначения Делают как черновые, так и чистовые операции.
Станки данной группы имеют более либо менее большое число рабочих органов, каковые перемещаются в направлении нескольких координатных осей, чем обеспечивается исполнение разных профилирующих перемещений, установочных перемещений и движений подачи. Скорости движений рабочего подачи и главного движения изменяются в широких пределах, нужных для исполнения разных операций.
Главное использование станки широкого назначения находят в условиях мелкосерийного и личного производства. Исключение составляют токарные и револьверные станки автоматы и полуавтоматы, каковые используются в условиях серийного и массового производства.
Универсальные станки деланного выводы назначения в отличие от станков широкого назначения предназначаются для обработки меньшего числа видов поверхностей в условиях серийного производства. Соответственно они имеют меньший диапазон подач и регулирования скоростей, меньшее число установочных движений и перемещений подачи и более несложную конструкцию.
Благодаря более несложной конструкции, меньшему числу подвижных органов они смогут быть выполнены более твёрдыми и пригодны для работы при повышенных режимах.
В эту группу станков входят токарные станки без ходовых винтов, с упрощенной коробкой подач, без верхних суппортов; консольнофрезер-ные станки без поперечных салазок и т. п.
Станки этого типа именуются кроме этого продукционными станками.
Специальные станки предназначаются для исполнения определенных операций по обработке подробностей конкретно заданной конфигурации, размеры которых изменяются в определенном промежутке. К их числу относятся станки для шлифования желобов колец шарикоподшипников, станки для фрезерования канавок сверл й др.
Особые станки предназначаются для исполнения определенных операций при обработке подробностей конкретно размеров и заданной конфигурации. К их числу относятся разные многошпиндельные сверлильные, расточные, фрезерные станки с постоянным размещением шпинделей, станки для обработки шеек коленчатых валов автомобильных двигателей и т. п.
В соответствии с назначением станка его рабочие органы должны выполнять основное рабочее перемещение, профилирующие установочные перемещения и движения подачи.
Установив круг операций, для исполнения которых предназначается станок, нужно выбрать с учетом( требований к производительности и точности профилирования и методы обработки, которыми определяется темперамент перемещений рабочих органов станков, их компоновка, а также в значительной мере и общая компоновка станка. При одних способах профилирования и обработки возможно применять одинаковые перемещения подвижных элементов рабочих органов станка для одновременного либо попеременного исполнения разных функций, благодаря чему значительно уменьшается число подвижных элементов и упрощается конструкция станка, при вторых — приходится вводить дополнительные подвижные элементы либо особые рабочие органы, что приводит к усложнению конструкции.
Так, к примеру, при геометрического профилирования образующей в форме дуги окружности при обработке тороидных поверхностей на продольном суппорте устанавливается много подвижных элементов, нужных для исполнения профилирующего установочных перемещений и движения. При профилировании по копиру рабочий орган может состоять всего из двух подвижных элементов, перемещающихся в продольном и поперечном направлениях, но появляется необходимость в дополнительных элементах для установки копира.
Необходимо заметить, что относительное перемещение обрабатываемой подробности и режущего инструмента в направлении нескольких координат возможно осуществить, применяя или один рабочий орган с несколькими подвижными элементами, перемещающимися в направлении соответствующих координат, или пара рабочих органов, имеющих меньшее число подвижных элементов. Выбор того либо иного решения оказывает значительное влияние как на конструкцию отдельных рабочих органов, так и на неспециализированную компоновку станка.
Чем меньше число подвижных элементов рабочего органа, тем несложнее конструкция передач и рабочего органа, осуществляющих перемещение подвижных элементов.
При разработке общей рабочих компоновки и компоновки органов станка нужно уделять громадное внимание установочным перемещениям, поскольку отсутствие нужных установочных перемещений и соответствующих отсчетных устройств ведет к большому повышению затрат времени на настройку станка. Необходимо заметить, что в ходе настройки станка требуются как неотёсанные, так и правильные установочные перемещения.
Неотёсанные установочные перемещения употребляются для предварительного сближения подробности и режущего инструмента в соответствии с габаритами обрабатываемой подробности, правильные — для правильной координации обоюдного размещения обрабатываемой подробности и режущей кромки инструмента.
Неотёсанные и правильные установочные перемещения смогут осуществляться при передвижении одних и тех же элементов рабочих органов. Но во многих случаях приходится вводить особые подвижные элементы или для неотёсанных, или для правильных установочных перемещений.
Для каждого конкретного технологического задания нужно разглядеть на базе принятых обработки и методов профилирования разные варианты общей рабочих компоновки и компоновки органов станка, сравнив их с позиций производительности, точности, удобства обслуживания, стоимости, занимаемой площади пола, металлоемкости, себестоимости операции, и выбрать оптимальный из вероятных вариантов. Так как варианты компоновок определяются конфигурацией обрабатываемых подробностей, видом обрабатываемых поверхностей, принятым способом образования поверхностей, то разглядеть все многообразие вероятных компоновок не представляется вероятным.
Но возможно выделить самые характерные варианты компоновок и свойственных им сочетаний перемещений рабочих органов, являющиеся неспециализированными для разных типов станков. Изучение этих вариантов создаст нужные предпосылки для разработки разных особых вариантов компоновок применительно к конкретным технологическим задачам.
При рассмотрении характерных вариантов компоновок они смогут быть разбиты на последовательность групп:
1) движения и компоновки при двухкоординатном прямолинейном перемещении рабочих органов;
2) движения и компоновки при трехкоординатном прямолинейном перемещении рабочих органов;
3) движения и компоновки станков с револьверными головками;
4) движения и компоновки станков для многосторонней обработки подробностей;
5) движения и компоновки станков для многопозиционной обработки подробностей;
6) движения и компоновки станков для постоянной обработки подробностей.
Первая и вторая компоновки объединяют в одну группу станки в соответствии с числом координатных осей, в направлении которых происходят прямолинейные перемещения рабочих органов, поскольку как раз направление и число прямолинейных перемещений в значительной степени определяют неспециализированную компоновку станка.