Особенности сборки штампов для холодной штамповки
Главные требования к операции сборки вырубного штампа следующие:
1) наличие равномерного зазора заданной величины между матрицей и пуансоном;
2) отсутствие смещения матрицы и пуансона относительно опоры при работе штампа. Исполнение этих требований зависит от конструкции штампа, квалификации слесаря и технологии сборки-сборщика.
Сборка штампа складывается из двух этапов. На первом собирают штампы без формообразующих подробностей, так называемый пакет штампа.
Эта операция, не требующая высокой квалификации, складывается из запрессовки колонок в плиты.
Сборку вырубного штампа с цельной матрицей и цельным пуансоном с буртом (рис. 1) создают два раза: предварительную (до термической обработки матрицы и пуансона) и окончательную (по окончании термической обработки).
Предварительную сборку делают без оттиска.
")
Рис. 1. Сборка вырубного штампа с цельной матрицей и цельным пуансоном с буртом
Сначала опливают профиль матрицы и пуансона и создают обоюдную слесарную пригонку в целях получения равномерного зазора между ними. Это очень важная операция, поскольку образование чрезмерного зазора ведет к непоправимому браку одной из заготовок.
Величину зазора осуществляют контроль щупом, мерной фольгой либо посредством кальки. После этого размечают отверстия под винты, сверлят их и цекуют углубления под головки винтов.
Размечают оси размещения пуансона на верхней плите и по данной разметке устанавливают его на плите. Посредством керна ось отверстия переносят на плиту. Для этого слесарь имеет комплект кернов соответствующих диаметров.
Отверстие в бурте пуансона является кондуктором для керна. Засверливают отверстия под резьбу в верхней плите и набором ручных метчиков нарезают резьбу, по окончании чего закрепляют пуансон винтами.
Убедившись, что пуансон установлен совершенно верно по оси штампа, сверлят и развертывают совместно отверстия под два цилиндрических штифта и запрессовывают их. Сейчас пуансон уже нельзя сместить относительно оси штампа.
В верхнюю плиту запрессовывают направляющие втулки, а в нижнюю — колонки. На нижнюю плиту устанавливают матрицу, у которой предварительно выполнены отверстия под винты.
Опускают верхнюю плиту по колонкам так, что пуансон входит в отверстие матрицы и центрирует ее относительно оси штампа.
Посредством щупа или других прокладок получают, дабы зазор б между пуансоном и матрицей был равномерным. В то время, когда это достигнуто, закрепляют матрицу струбциной.
Делать закрепление необходимо крайне осторожно, дабы не поменять зазор. Переносят (посредством керна) ось одного отверстия; сверлят и нарезают резьбу в нижней плите. Закрепляют матрицу одним винтом, повторно вводят пуансон в матрицу и контролируют зазор.
Крепление одним винтом (с маленькой затяжкой) разрешает сдвигать матрицу довольно пуансона и таким методом регулировать зазор. По окончании установления зазора винт затягивают.
Переносят оси отверстий остальных винтов, сверлят и нарезают крепежную резьбу в нижней плите и закрепляют на ней матрицу. Создают окончательный контроль зазора и ставят матрицу на штифты.
По окончании термической обработки зачищают (абразивной шкуркой) от окалины рабочие контуры пуансона и матрицы, полируют их и создают окончательную сборку штампа. Осуществляют контроль зазор и слесарным методом (притирами и абразивными брусками) по мере необходимости исправляют недостатки, вызванные деформацией профиля при закалке.
Наладка штампа содержится в подгонке размера зазора. Сначала его контролируют измерением, а позже посредством вырубки плотной чертежной бумаги, картона и, наконец, металлического страницы заданной толщины.
Потому, что зазор возможно расширить, но фактически нереально уменьшить, на всех прошлых операциях стараются выполнить зазор по минимально допустимому размеру.
На рис. 2, а продемонстрирована сборка вырубного штампа с цельной матрицей и пуансоном без бурта.
В этом случае сначала устанавливают по оси штампа матрицу и закрепляют ее на нижней плите в той же последовательности, что и при установке пуансона. После этого устанавливают в отверстие матрицы пуансон, выверяют зазор и переносят оси резьбовых отверстий пуансона на верхнюю плиту.
Создают это посредством резьбовых кернов, каковые предварительно завинчивают в опорный торец пуансона. Опускают верхнюю плиту по колонкам и приобретают отпечатки кернов.
После этого сверлят отверстия под винты, а с противоположной стороны цекуют отверстия под их головки.
Ранее обрисованным методом получают равномерного зазора, по окончании чего штифтуют пуансон на нижней плите.
При применения оттиска профиль одной из сопрягаемых подробностей (пуансона либо матрицы) обрабатывают в окончательный размер. Позже создают полный цикл обработки данной подробности и устанавливают ее на штампе.
Другую сопрягаемую подробность, обработанную предварительно по рабочему контуру, кроме этого закрепляют винтами и фиксируют штифтами на собственной плите. На этом этапе сборки еще нет зазора, что упрощает обоюдную установку сопряженных подробностей.
Оттиск есть дополнительной разметкой границ слесарной обработки незакаленной заготовки, что облегчает ее центрирование по отношению к готовой закаленной подробности. В этом случае образование зазора создают методом снятия припуска с одной заготовки.
Наладка штампа осуществляется простым слесарным методом.
Рис. 2. Сборка вырубного штампа с цельной матрицей и с цельным пуансоном без бурта
Сборка штампа с применением особого фиксирующего состава (пластмассы) продемонстрирована на рис. 3. Всецело обработанную матрицу цельной либо составной конструкции устанавливают и совсем закрепляют на нижней плите.
Державку пуансона штифтами и винтами закрепляют на верхней плите. Установку создают по разметке и наряду с этим не предъявляют высоких требований к точности обоюдного размещения.
Рабочую часть всецело обработанного пуансона предварительно омедняют в гальванической ванне. Осажденный слой меди имеет толщину, равную зазору б, исходя из этого пуансон хорошо входит в матрицу, но не повреждает ее.
Верхнюю плиту штампа с державкой устанавливают на разметочном столе, вставляют колонки в направляющие втулки и опускают на два совершенно верно прошлифованных по высоте упора. В этом положении в зазор между пуансоном и державкой заливают особый закрепляющий состав (стиракрил либо эпоксидную пластмассу).
Дабы повысить прочность закрепления, в гнезде державки у опорного торца пуансона выполнены канавки, куда затекает пластмасса. По окончании отвердения пластмасса прочно удерживает пуансон в державке, а медь легко удаляется посредством небольшой абразивной шкурки.
Такая разработка сборки снабжает равномерный зазор между пуансоном и матрицей и исключает наладки и операции трудоёмкие слесарные пригонки. Но прочность закрепления пластмассой ниже, чем винтами.
Рис. 3. Сборка вырубного штампа с применением пластмассы
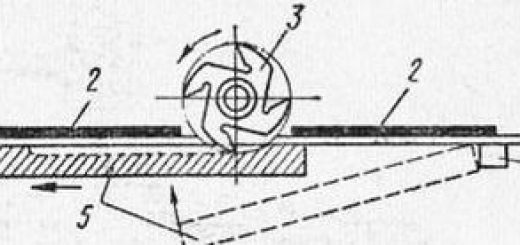
Рис. 4. Сборка гибочного штампа
В гибочном штампе матрицу и пуансон довольно часто устанавливают в углублениях плит, что предохраняет формообразующие подробности от сдвига при штамповке. При сборке для того чтобы штампа слесарь не имеет возможности сместить пуансон относительно матрицы, дабы совместить их рабочие поверхности и отрегулировать равномерный зазор между ними.
Исходя из этого порядок сборки штампа изменяется. В углублениях плит закрепляют винтами пуансон и матрицу; штифты в этом случае не устанавливают. Между пуансоном и матрицей помещают подробность, форму которой приобретают слесарным методом.
Устанавливают верхнюю плиту на правильных по высоте кубиках, совмещают рабочие поверхности пуансона и матрицы и скрепляют плиты струбцинами. Совместно в верхней и нижней плите обрабатывают отверстия под направляющие колонки и втулки.