Пиление на ленточнопильных и лобзиковых станках
Ленточнопильный станок (ленточная выпивала). Данный станок проходит службу в основном для фигурного (криволинейного) пиления по внешнему контуру.
Столярные ленточнопильные станки подразделяются на тяжелые, средней мощности и легкие.
Главные части ленточно-пильного станка: станина, рабочий стол, два пильных шкива, нескончаемая пильная лента, привод. Вспомогательные части: приспособление для натяжения ленты, регулирующий винт верхнего шкива, штанга с роликовыми упорами, направляющие колодки (верхняя и нижняя), съемная направляющая линейка, щетка для очистки обода нижнего шкива, ограждение пильного полотна, ограждение шкивов, тормозное приспособление.
Станина цельнолитая С-образной формы. Рабочий стол смонтирован на секторе и возможно установлен к направлению пилы под разными углами до 45°.
Это делают, в то время, когда необходимо дать распил под тем либо иным углом к поверхности подробности. Положение стола закрепляется винтом.
Углы наклона обозначены на дуге сектора.
Нижний пильный шкив — ведущий, насажен на вал электродвигателя, вмонтированного в нижнюю часть станины; верхний шкив — ведомый, смонтирован в верхней части станины. Пильная лента надевается на шкивы и натягивается при помощи суппорта, на котором расположены шарикоподшипники верхнего шкива.
Установка суппорта по высоте производится штурвальчиком при помощи винта. Постоянное равномерное натяжение ленты обеспечивается пружиной либо рычагом с противовесом.
Рис. 1. Ленточнопильный станок ЛС70-1
Суппорт вместе с верхним шкивом возможно поворачивать около вертикальной оси. Это разрешает устанавливать верхний шкив в одной плоскости с нижним.
Ободы обоих шкивов покрыты резиновыми бандажами. Это делается чтобы меньше проскальзывала пильная лента, не спадала со шкивов и был сохранен развод зубьев.
Обод нижнего шкива на протяжении работы станка непрерывно очищается от опилок установленной тут щеткой.
У нижнего шкива помещается быстродействующий тормоз для остановки станка при обрыва ленты. Тормоз действует от рукоятки, расположенной около правой руки станочника, либо от педали.
Параллельно нисходящей ветви пильной ленты установлена штанга, на нижнем финише которой крепятся направляющие ролики. Роликов возможно три либо четыре (две пары).
В первом случае два ролика устанавливают параллельно щечкам ленты, а третий — против обушка пилы; во втором случае обе пары роликов устанавливают параллельно щечкам. Один из роликов каждой пары сделан ступенчатым, на его ступень выпивала опирается обушком.
Ролики мешают сходу пильной ленты со шкивов и информируют ей при работе жесткость.
Под рабочим столом установлены направляющие колодки из древесины жёсткой породы. Пильная лента проходит между торцами колодок, благодаря чему предупреждается ее изгибание на протяжении работы.
На ленточнопильном станке возможно создавать и прямолинейное распиливание. Для этого на столе устанавливают съемную направляющую линейку.
Подача материала на ленточную пилу до последнего времени производилась вручную. На данный момент промышленность производит приставные вальцовые механизмы подачи.
Ленточнопильный станок ЛС70-1 имеет следующую характеристику: диаметр пильных шкивов 700 мм, число оборотов пильных шкивов 750 в 60 секунд, протяженность пильной ленты 4750 мм, громаднейшая ширина ленты 30 лш; мощность электродвигателя 2,5 кет, вес станка 680 кг.
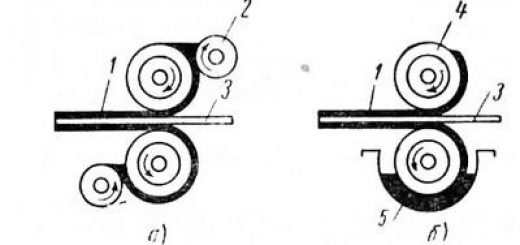
Рис. 2. Устройство для направления пильной ленты: а — роликовые упоры; О — направляющие колодки
Пильные ленты и потребован ия к ним. На ленточно-пильных станках создают смешанное пиление, т. е. на протяжении и поперек волокон и под углом к ним.
Вследствие этого зубья пильной ленты имеют форму, близкую к прямоугольной, с передним углом 5D, с углом заточки 50°, при угле резания 85° (ГОСТ 6532 — 53).
Заточка зубьев прямая целая: часто используют маленькую расточку под углом 80 — 85° к полотну. Углубления имеют закругленное дно, радиус закругления от 1,5 до 2,5 мм в зависимости от размера зубьев.
Промышленность производит пильные ленты и с косым прямолинейным зубом, так именуемые делительные. Их используют для долгого прямолинейного пиления на протяжении волокон, к примеру для распиливания толстых досок на узкие, для продольного раскроя отрезков.
Пильная лента должна иметь равномерную толщину и ширину, ровный и ровный обушок, хорошую шлифовку. Зубчатый венец должен быть прямолинейным, развод — однообразным.
Трещины и надрывы на дне углублений не допускаются. Нужно, дабы прочно была спаяна финишами. Места спайки шепетильно отшлифовывают.
Лента хорошего качества и верно спаянная, в случае если положить ее обушком на ровный пол, образует верную окружность.
Финиши порванной ленты спаивают на ус (наискось к полотну и обушку) бронзовым либо серебряным припоем. Составы припоев в процентах:
Косину к полотну (фаску) стачивают на точиле. Протяженность фаски (уса) должна быть до 10 раза больше толщины полотна.
Зубья пилы на месте ее спайки затачивают одинаково с другими, но не разводят.
Работа на ленточнопи льном станке. Пильная лента, как выпивала натяжная и узкая, дает узкий и чистый пропил. Исходя из этого доски полезных пород в целях экономии древесины в большинстве случаев раскраивают на ленточнопильных станках.
Целесообразно делать на них кроме этого раскрой пиленой и строганой фанеры.
Прямолинейное распиливание на ленточнопильном станке создают по направляющей линейке, криволинейное — по разметке либо шаблону.
Главной неполадкой в работе на ленточнопильном станке есть нередкий обрыв пильной ленты. Для предупреждения обрывов ленты необходимо смотреть за исправностью натяжного приспособления, направляющих роликов и колодок, за равномерностью подачи материала и верно выбирать ленту по ширине — соответственно радиусу кривизны пиления.
Особенно вредны невыбалан-сированность шкивов и неточность размещения их в одной вертикальной плоскости.
Обрабатываемую подробность хорошо прижимают к рабочему столу. Покоробленную подробность укладывают вогнутой стороной вниз.
Не требуется допускать зажима пильной ленты на крутых поворотах линии пропила. При самом маленьком зажиме пилы на повороте материал необходимо пара отвести от пилы назад и трудящуюся Пилу вторично пропустить по пропилу.
Зубья пилы при повторном проходе пара расширяют пропил, и зажима пилы на повороте не происходит.
")
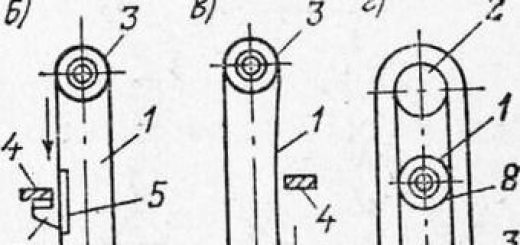
Рис. 3. Выпиливание на ленточнопильном станке: а — сложного криволинейного контура; б — прямоугольного выреза у кромки широкой подробности (цифрами обозначена очередность пропилов)
При пилении по сложному криволинейному контуру к точкам излома контурной линии комфортно делать прямолинейные пропилы от кромок заготовки, а позже между финишами прямолинейных пропилов выпиливать контур частями. Это разрешает избежать крутых поворотов пилы.
Кроме этого и при выпиливании прямоугольных вырезов у кромки широкой подробности сперва делают прямые пропилы по финишам выреза, позже выпиливают один прямой угол (пропил 3) и второй (пропил 4).
Пильные шкивы, восходящая и нисходящая ветви пильной ленты, и электродвигатель должны быть ограждены.
Ленточнопильные станки нового выпуска.
Станок ЛС-100 помогает для распиливания толстых досок на узкие. Он оснащен вальцовым подающим механизмом.
Станок ЛС-80 имеет самоё широкое использование в столярном производстве. На нем возможно устанавливать механизм подачи, намерено производимый индустрией для этого станка.
Станок Л-1 на больших фирмах устанавливают дополнительно к станку ЛС-80. При маленьком количестве производства его используют вместо станка ЛС-80.
Лобзиковые (ажурные) станки. Лобзиковые станки помогают для фигурного выпиливания по внутренним замкнутым контурам с образованием кривых малых радиусов.
Режущий инструмент — весьма узкая узкая натянутая пилка, попеременно движущаяся вверх и вниз. Перемещение пилка приобретает от привода через кривошипно-шатунный механизм.
Рис. 4. Лобзиковый станок
Лобзиковый станок продемонстрирован на рис. 4. Его главные части: С-образная станина, поворотный стол, кривошип, шатун с ползуном, верхнее натяжное устройство — пружинное либо рессорное, зажимы для пилки.
Станки последнего выпуска, в частности марки АЖС-3, снабжаются электрифицированным сверлом для просверливания в обрабатываемом материале исходных отверстий для пилки, и вентилятором с шлангом для сдувания опилок.
Размеры пилок для лобзиковых станков: протяженность 340 мм, ширина 2, 3, 4, 6, 8 и 10 мм; толщина 0,71; 0,89; 1,24 мм.