Приспособления для установки и зажима деталей
Приспособления для зажима и установки подробностей при внутреннем шлифовании возможно подразделить на универсальные и особые.
Из универсальных приспособлений в условиях серийного производства громаднейшее распространение взяли самоцентрирующиеся трехкулачковые патроны с ручным либо механизированным зажимом. Кулачки у патронов передвигаются в один момент, что разрешает осуществлять стремительный зажим устанавливаемой подробности.
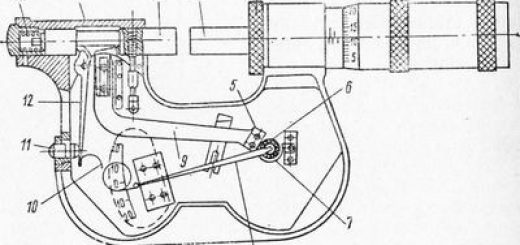
На рис. 2 представлен типовой патрон с реечной передачей, используемый на станках гаммы ЗК.
Преимуществом трехкулачковых патронов есть их универсальность, недочётами — громадная затрата времени на установку из-за необходимости выверки каждой подробности, вероятная деформация подробностей (особенно тонкостенных) при зажиме и низкая точность патронов. В условиях массового производства большее распространение взяли особые приспособления.
К ним относятся мембранные патроны, используемые для повышения деформации точности и уменьшения деталей. Главным преимуществом мембранных патронов есть простота их изготовления и возможность получения размера отверстия с допуском до 0,005 мм.
Это достигается малой деформацией и точным центрированием при зажиме.
")
Рис. 1. Эскиз обработки на станках 3484В1 и 3485В1
Рис. 2. Трехкулачковый патрон внутришлифовального станка гаммы ЗК:
1 — рейка, 2 — кулачки, 3 — коническое зубчатое колесо
Рис. 3. Принцип действия мембранного патрона
По собственной конструкции мембранные патроны разделяют на винтовые и кулачковые. Винтовые патроны используют для зажима подробностей диаметром от 10 до 300 мм, кулачковые — для диаметров 300—400 мм.
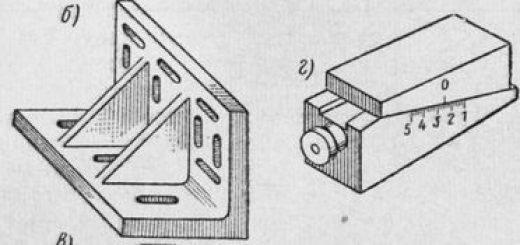
Винтовой мембранный патрон продемонстрирован на рис. 4, а. Кулачки Б патрона изготовляют из пружинной стали 63Г либо стали У7 за одно целое с мембраной, прикрепляемой винтами к планшайбе.
Планшайба навинчивается на шпиндель передней бабки. В кулачки Б ввернуты винты, фиксируемые гайками и определяющие положение подробности в радиальном направлении.
В осевом направлении перемещение подробности ограничивается упорами, запрессованными в планшайбе.
Изюминкой кулачковых мембранных патронов есть наличие кулачков (вместо винтов), изготовляемых как одно цел Я мембраной либо привернутых к ней.
Рис. 4. Мембранные патроны
Рис. 5. Патрон для обработки отверстий цилиндрических шестеренок
Рис. 6. Передняя бабка с устройством для базирования подробностей на роликах
Разглядим конструкцию устройства с базированием на роликах.
Обрабатываемое кольцо по лотку подается в рабочую территорию, центрируется на ведущем ролике, стакане и опорном ролике торцовой опоры и прижимается к ним прижимным роликом. Нижняя плита может поворачиваться в вертикальной плоскости на угол от 0 до 6°, а верхняя плита — в горизонтальной плоскости на угол от 0 до 20°.
При базировании на роликах возможно в один момент обрабатывать два кольца, наряду с этим ведущий ролик будет двухступенчатым, опорных роликов, регулируемых пинолью, будет два, они должны иметь различные диаметры опорных поясков и любой будет с свободным вращением (так как угловая скорость разна), прижимных роликов будет кроме этого два. Обрабатываемые кольца устанавливаются так, дабы они имели одну неспециализированную образующую, которая совпадала бы с образующей шлифовального круга.
На рис. 7 представлено устройство для базирования подробности на башмаках.
На корпусе бабки изделия крепится подбашмачная плита, на которой монтируется башмак с двумя опорными поверхностями для центрирования кольца. Стакан, установленный на магнитном патроне шпинделя изделия, фиксирует кольцо в осевом направлении.
Регулировочные винты помогают для установки величины эксцентриситета методом соответствующих перемещений башмака.
Для крепления подробности, обрабатываемой с базированием на башмаках на вращающемся шпинделе бабки изделия, используют электромагнитные патроны с вращающейся и невращающейся электромагнитными совокупностями.
Корпус патрона с вращающимся электромагнитом привернут к шпинделю бабки изделия. В корпусе помещен волшебник-нитопровод, в которого размещаются катушки, залитые эпоксидной смолой.
Верхняя плита, имеющая форму обрабатываемой подробности, складывается из шести полюсов с чередующейся полярностью, поделённых прослойками из немагнитного металла.
Рис. 7. Приспособление для базирования подробности на башмаках
Рис. 8. Патрон с вращающимся электромагнитом
Рис. 9. Патрон с невращающимся электромагнитом
Подобно обрисованному патрону устроен патрон с невращающимся электромагнитом, имеющий, но, кое-какие отличия. Корпус крепится винтами к корпусу бабки изделия.
Магнитный поток создается одной катушкой и передается на вращающуюся плиту через воздушный зазор А, определяемый кольцом и равный 0,1—0,2 мм.
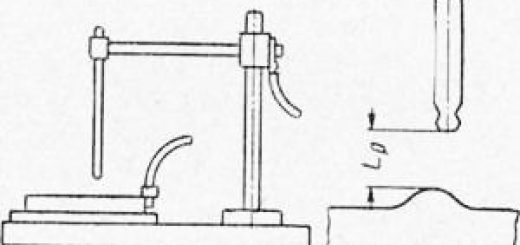
Рис. 10. Схема контроля диаметра отверстий твёрдым калибром:
1 — двухступенчатый твёрдый калибр. 2 — обрабатываемая подробность, 3—бабка шлифовального круга