Разделка и окорка сырья
Разделка кряжей на чураки (раскряжевка) относится к подготовительным операциям, предшествующим переработке сырья на шпон, и есть ответственной операцией, определяющей эффективность применения сырья.
Разделывать кряжи на чураки возможно до их гидротермической обработки неокоренными (1-й способ) и по окончании гидротермической обработки окоренными (2-й способ).
Второй способ имеет то преимущество, что кряжи перед разделкой на чураки сортируют по качеству. Отходы при лущении как вторичное сырье применяют для производства древесностружечных плит.
Существуют два метода разделки: по громаднейшей массе и громаднейшему качественному выходу.
При разделке по громаднейшей массе приобретают из кряжа чураки, имеющие громаднейшую кубатуру, независимо от их качества, т. е. с мельчайшей утратой древесины при вырезке недостатков.
При разделке по громаднейшему качественному выходу приобретают высокосортные чураки при громадном количестве отходов древесины.
В фанерной индустрии довольно часто используют комбинированный метод, предусматривающий получение громаднейшей массы при сохранении громаднейшего качественного выхода.
Разделка кряжей складывается из двух в большинстве случаев совмещаемых распиловки — и операций разметки.
Разделку сырья начинают с разметки кряжей — определения линии пропила с учетом получения громаднейшего количества лучших по качеству чураков при мельчайших утратах древесины.
Разметку делает рабочий-бракер, что мелом либо краской причиняет линию пропила по размеру чурака, выбраковывая дефектные места.
Для верной разметки нужно прекрасно знать пороки фанерного сырья, их влияние на технологию производства и качество продукции шпона.
При распиловке делают оторцовку комля кряжа, поскольку на нем в большинстве случаев имеется косой рез либо заруб, смотрят за перпендикулярным положением плоскости реза к оси ствола и за верной длиной чураков.
К недостаткам распиловки относятся косой рез, неверная протяженность чурака, сколы и отщепы.
Косой рез есть следствием неправильной установки пилы либо неправильного положения кряжа на транспортере при механической распиловке.
Неверная протяженность чурака получается при косом резе либо в следствии небрежности рабочих.
Сколы и отщепы чураков результат распиловки кряжа на весу. Данный недостаток снижает выход шпона, поскольку теряется наилучшая заболонная часть древесины, из которой получается сортовой шпон.
При распиловке на механических пилах этого недостатка практически не бывает.
Для разделки кряжей на чураки в фанерной индустрии применяют круглопильные станки. Основной частью этих станков есть качающаяся рама — балансир, на одном финише которого на двух подшипниках установлен вал с насаженными на него шкивом и круглой пилой.
На противоположном финише от оси качания расположен электродвигатель для вращения пилы, являющийся в один момент контргрузом для уравновешивания балансира.
На данный момент практически все фанерные фабрики оборудованы комплексно-механизированными пильными агрегатами М. Г. Зеленкова.
Пильный агрегат складывается из балансировочного круглопильного станка, пневматического цилиндра для опускания и подъёма балансира, опускания и скорости жидкостного регулятора подъёма пильного диска, реверсивного роликового транспортера для подачи кряжа под пилу, выдвижных упоров, определяющих длину чурака, зажимных устройств для обеспечения устойчивого положения кряжа при его распиливании, реверсивного роликового транспортера для отбора чураков, двух скребковых транспортеров для удаления торцов и опилок, и пульта централизованного управления механизмами агрегата. Пульт управления расположен около транспортеров.
Станочник, сидя за пультом, пускает, останавливает и переключает транспортеры приема подачи и чураков кряжей, пускает и останавливает электродвигатели транспортеров, транспортирующих оторцовки и опилки, и электродвигатель пильного диска, поднимает и опускает упоры, создаёт отвод клещей и зажим кряжей, и направляет и отводит пильный диск. Выдвижные упоры так расположены по отношению к пропилу пильным диском, что разрешают станочнику делать оторцовку, разметку чурака по длине и выпиловку дефектных мест.
В обязанности станочника входит и разметка кряжей, в случае если эту операцию совмещают с распиловкой.
")
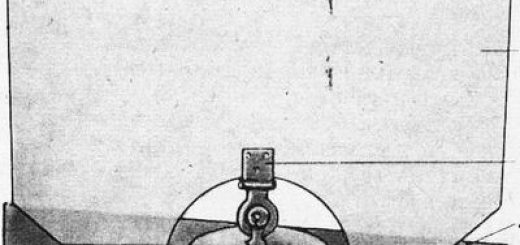
Рис. 1. Пильный агрегат:
1 — балансировочный круглопильный станок. 2 — пильный диск, 3 — реверсивный роликовый транспортер для подачи кряжа, 4 — скребковый транспортер для торцов, 5 — пульт централизованного управления агрегатом, 6 — реверсивный роликовый транспортер для отбора чураков, 7 — скребковый транспортер для опилок, « — выдвижные упоры. S — зажимные устройства, 10 — пневматический цилиндр
Для управления опусканием и подъёмом упоров имеются два клапана с ножными педалями, установленными в нижней части пульта. Обслуживает агрегат один станочник. Один либо два рабочих подают кряжи на транспортер.
Производительность пильного агрегата достигает 180 м3 в смену.
Распиловку предварительно прогретых и окоренных кряжей делают в особых окорочно-распиловоч-ных цехах, оборудованных, не считая пильных агрегатов, окорочными станками, на каковые до распиловки поступают кряжи. В СССР имеются кроме этого станки, каковые делают окорку мерзлой древесины, т. е. до ее тепловой обработки.
Назначение окорочных станков — отделение коры от древесины.
Окорочный станок типа ОК имеет сварную станину. На станице смонтирован статор, в которого вращается ротор, несущий пять подпружиненных коро-снимателей, закрепленных на поворотных осях.
Спереди и позади окорочного станка установлены рольганги, каковые подают к станку и принимают от него кряжи. Окоривае-мый кряж подается к ротору вальцами, оснащенными шипами.
Главным рабочим органом окорочного станка есть ножевой ротор. При продольном перемещении кряжа через ротор станка вращающиеся коросниматели обрисовывают на кряже легко перекрывающиеся винтовые поверхности, снимая наряду с этим кору в виде спиральных лент.
Чистота окорки древесины зависит от силы прижима короснимателей; при недостаточном прижиме окоривающих ножей к кряжу получается нечистая окорка, а при чрезмерном натяжении ножей коросниматели повреждают древесину.
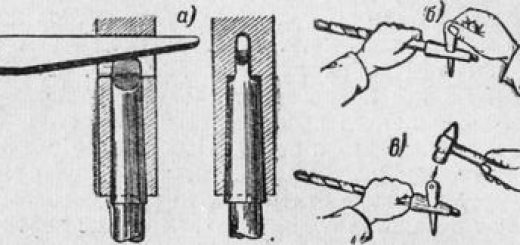
На рис. 2, а, б и в продемонстрировано размещение короснимателей в роторе станка в момент холостого хода, при поступлении бревна в ротор и в момент окорки бревна.
Рольганг подает окоренный кряж к пильному агрегату для распиловки его на чураки.
Окорка древесины повышает производительность лущильных станков, поскольку не нужно времени на снятие коры при лущении сырья и на переточку лущильных ножей (сырье с корой более загрязнено песком, грязью и т. п.).
Окорочный станок обслуживает один рабочий. Производительность станка 15—20 м?\ч окоренной древесины.
Кору применяют как горючее в котельных, ее измельчают в корорубках, каковые бывают одно- и двухротор-ными. Однороторные корорубки более надежны в работе.
Корорубки КР-6 имеют производительность до 6 т/ч измельченной коры. Обслуживает ее один рабочий.
Рис. 2. Размещение короснимателей окорочного станка:
а — при холостой работе станка, б — при поступлении бревен в ротор, в — во время окорки бревен; 1 — поворачивающийся ротор, 2 — коросниматель, 3 — поворотная ось короснимателя, 4 — окоренный кряж
Сжигать кору с влажностью более 62% экономически не нужно, исходя из этого по окончании корорубок кору обезвоживают до влажности 55% в короотжимных прессах.
Короотжимные прессы бывают валкового и цепного типов. Последние более идеальны, поскольку владеют меньшим весом и габаритами.
Короотжимной цепной пресс КП-6 отжимает кору до влажности 55%, обслуживает его один рабочий. Производительность пресса до 6 т/ч отжатой коры.
Большие отходы раскалывают на две либо четыре части на дровокольных станках КЦ-6М либо КП-7. После этого поленья подают в котельную либо к рубительным станкам для переработки их на стружку, применяемую для производства древесностружечных плит.