Шкалы и шильдики
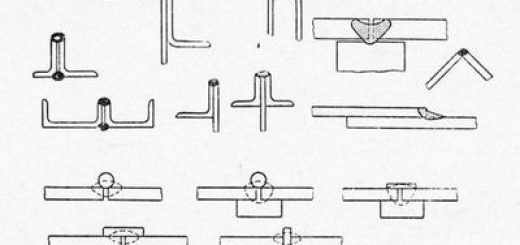
В радиоаппаратуре применяются разнообразные шкалы и шильдики, отдельные образцы которых продемонстрированы на рис. 1.
Деления на шкалах делают в виде узких штрихов разной длины, расположенных по одну либо по обе дуг и стороны линеек (рис. 2, а), либо в виде штрихов разной толщины, заключенных между двумя параллельными линиями либо концентрическими дугами (рис.
2, б). Часто шкалы делают в виде прерывистой широкой полосы (рис.
2, в) либо в виде цепочки из круглых либо прямоугольных точек (рис. 2, г и д).
Первый вид делений обширно применяют для отсчетных измерительных приборов и устройств аппаратуры, где требуется громадная точность отсчета. Все остальные виды делений це пригодны для правильного отсчета и употребляются
")
Рис. 1. Шкалы (а и 6) и шильдики (в, г, с*, е)
в основном в радиовещательной аппаратуре. На шкалы радиовещательных приемников наносят длины волны и обозначения частоты.
Громадное влияние на точность отсчета оказывает состояние поверхности шкалы. Наилучшей считается шкала с рорной матовой поверхностью мелкозернистой структуры.
Деления между рисками шкалы должны быть правильными, контрастными, верной геометрической формы. Рисунок шкалы не должен истираться на протяжении эксплуатации прибора. Рисунок шкалы и
Рис. 2. Методы изображения делений на шкалах: а—штрихами разной длины, б —штрихами разной толщины, в —прерывистой полосой, г и д—точками круглой либо прямоугольной формы
шильдика приобретают разными методами: гравированием, чеканкой, фотохимическим, фотоэлектрохимическим и литографским печатанием. Использование того либо иного метода обусловлено материалом шкалы либо шильдика, и требованиями, предъявляемыми к точности шкалы.
Гравирование. При изготовлении опытных образцов и в мелкосерийном производстве гравирование шкал и шильдиков в большинстве случаев делают на особых гравировальных станках.
Сначала изготовляют копир — плоскую пластину, на которую наносят рисунок шкалы в увеличенном масштабе (в 2, 4, 6, 8 и 10 раз). Копир закрепляют на правом столе станка, гравируемую шкалу — на левом. Гравируют шкалу фрезой, закрепленной в шпинделе.
Вертикальное перемещение фрезы -на требуемую глубину гравирования осуществляется особым приспособлением. В один момент с вращательным и вертикальным перемещением фреза посредством пантографа перемещается и в горизонтальной плоскости, повторяя перемещение штифта пантографа по рисунку копира, но в уменьшенном масштабе.
Главным недочётом обрисованного способа гравирования есть трудоемкость изготовления копира, исходя из этого копиры составляют из отдельных нормализованных элементов: букв, цифр и знаков. Из-за большой трудоемкости изготовления шкал и шиль-диков способом гравирования в крупносерийном и массовом производствах стремятся использовать другие более производительные методы.
Чеканка. В массовом производстве железных шкал используют высокопроизводительный способ чеканки особыми штампами на прессах.
Недочётом этого способа есть громадная тру. доемкость изготовления пуансонов, на нижней плоскости которых гравируют зеркальное изображение рисунка шкалы в виде выступающих надписей и рисок.
Фотохимическое печатание. Данный высокопроизводительный метод обширно используют при серийном и массовом производствах шкал и шильдиков.
Фотохимический способ основан на свойстве задубливания (закрепления) светочувствительной эмульсии, нанесенной на пластину, при действии на нее броского света через способности и негатив задубленной эмульсии удерживаться на пластине; при проявлении на незадубленных местах пластины эмульсия растворяется.
Для печатания шкал либо шильдиков сначала изготовляют с увеличенного рисунка шкалы, вычерченного тёмной тушью на бе лой бумаге, фотонегатив. Полученный негатив контактным методом печатают на подготовленные основания из металла либо стекла.
Фотохимическое печатание шкал складывается из следующих операций:
— изготовления рисунка шкалы на бумаге в увеличенном масштабе;
— изготовления негатива способом фотографирования;
— изготовление светочувствительной эмульсии;
— подготовки пластины шкалы (разрезка заготовок, обработка поверхности, нанесение светочувствительной эмульсии);
— печатания (экспонирование с негатива на пластину рисунка шкалы);
— закрепления и проявления отпечатанного рисунка шкалы на пластине;
— ретушь рисунка шкалы;
— закраски поля либо рисок шкалы (при необходимости).
Фотоэлектрохимическое печатание. Шкалы и шильдики этим способом возможно изготовлять из алюминия, латуни, стали.
Приобретаемые риски рисунка смогут быть образованы в виде узких выступов главного металла на стравленном и окрашенном поле шкалы либо напротив, в виде впадин, каковые после этого закрашивают краской нужного цвета.
При изготовлении правильных отсчетных и делительных шкал данный метод с успехом заменяет трудоемкую механическую гравировку. Износостойкость шкал, изготовленных фотоэлектрохимическим травлением, существенно выше, чем шкал, изготовленных фотохимическим печатанием.
Глубина травления Шкал возможно разна и ограничивается режимом травления. Точность делений шкалы зависит в первую очередь от точности чертежа.
форма и Геометрические очертания рисок их сечения, приобретаемые травлением, более верны, чем при механическом гравировании.
Процесс фотоэлектрохимического изготовления шкал начинается с тщательного обезжиривания заготовок. Затем на заготовку наносят светочувствительную эмульсию, экспонируют ее, накатывают краску, проявляют и сушат.
Готовое изображение на пластине запудривают асфальтоканифоль-ным порошком и оплавляют.
Подготовленную пластину помещают в гальваническую ванну и закрепляют на анодной штанге параллельно катоду. Ванна снабжена устройством для движения электролита.
Под действием тока в гальванической ванне происходит интенсивный процесс растворения металла в местах, не защищенных копировальным слоем. В следствии получается выпуклое либо углубленное изображение с быстро отвесными гранями.
Литографское печатание. Этим способом приобретают стеклянные шкалы радиоприемников.
Литографский процесс печатания шкал на стекле складывается из трех этапов:
— изготовления клише; подготовки стекла; нанесения печати на стекло. Клише возможно произведено на литографском камне, цинке либо алюминии.
При производстве шкал для радиоаппаратуры клише значительно чаще делают на алюминии, поскольку оно дает более чистые узкие штрихи, чем клише на камне либо цинке.
Стеклянные шкалы радиоприемников печатают на офсетной машине.
На столе автомобили располагают клише и чистое сухое стекло, на которое нужно нанести шкалу. На клише накатывают желатинным валиком простую литографскую краску соответствующего цвета, по окончании чего приводят в поступательное и вращательное перемещение барабан, покрытый офсетной резиной, талантливой перенимать на себя литографскую краску.
скорость вращения и Поступательное перемещение барабана согласовывают так, дабы поверхность резины образовала развертку шкалы на горизонтальной плоскости, в которой находятся поверхности клише и стекла. Сперва барабан прокатывают по поверхности клише, и он перенимает на себя литографскую краску; при предстоящем перемещении он переносит краску на стекло и оставляет на-нем отпечаток шкалы.
Стекло с отпечатанной шкалой снимают и припудривают сухой краской соответствующего цвета, для получения плотного рисунка, после этого шкалу сушат.
Офсетная печать для того чтобы и шильдиков не уступает, а в некоторых случаях превосходит по качеству другие методы; что же касается трудоемкости, то при офсетной печати она существенно ниже.
Калибровка шкал радиоаппаратуры. В зависимости от назначения радиоустройств к калибровке шкал предъявляют разные требования.
Так, к примеру, шкалы радиовещательных приемников калибруют, в большинстве случаев, с низкой точностью, и деления, нанесенные на их шкалы, дают только ориентировочное представление о настройке приемника на желаемую радиостанцию. Исходя из этого шкалы радиоприемников калибруют по шаблону либо трафарету, взятому в следствии калибровки одного приемника.
Число делений на шкалах радиовещательных приемников в большинстве случаев мало и исчисляется несколькими десятками рисок в пределах всего радиовещательного диапазона.
Калибровку радиовещательного приемника делают посредством генератора стандартных лампового вольтметра и сигналов. Процесс калибровки сводится к следующему: с генератора стандартных сигналов напряжение определенной частоты подают на вход приемника.
Приемник настраивают по максимуму показаний вольтметра, что подключают на выход приемника, наряду с этим отмечают положение указателя настройки на шкале.
В противном случае обстоит дело с калибровкой особых приемников, предназначенных, к примеру, для приема телеграфных сигналов.
Рис. 3. Схема офсетной печати шкалы на стекле: 1 — стекло, 2— клише, 3 — офсетный барабан
В этом случае каждую шкалу калибруют конкретно на том устройстве, для которого она предназначена. Количество калиброванных точек тут может достш ать нескольких тысяч.