Штампы и другая инструментальная оснастка гидравлических прессов
Крупногабаритные штампы для замечательных гидравлических прессов, в большинстве случаев, не имеют хвостовиков и крепятся к подштамповым плитам болтами. Болты размещаются в Т-образных пазах, каковые фрезеруются в боковых гранях штампов и подштамповых плит.
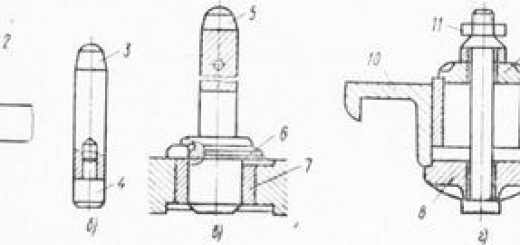
Время от времени употребляется иное крепление: на протяжении боковых граней штампа 3 фрезеруют плоские пазы (это несложнее, чем делать Т-образные пазы), в каковые входят выступы особых башмаков — струбцин, прижимаемых болтами.
Штампы довольно маленьких размеров (до 1600X1600 мм) изготавливают время от времени с хвостовиками, имеющими ширину от 360 до 1400 мм в зависимости от величины штампа.
При штамповке плоских подробностей с узкими и довольно высокими ребрами удельные упрочнения в полости штампа достигают 400—500 МПа (40—50 кгс/мм2). При таких громадных давлениях появляются большие упругие деформации а также пластическое смятие подвижной поперечины и поверхностей стола пресса.
В следствии точность штамповок понижается. Для улучшения условий работы инструмента между столом и нижней половиной штампа, и между верхней подвижной поперечиной и половиной штампа размещаются в виде плиты и пирамиды.
Они передают (распределяют) нагрузку на намного большие площади подвижной поперечины и стола.
В крупногабаритных штампах для фиксации обоюдного положения частей штампа используются направляющие колонки либо замки.
Штампы для гидравлических прессов в большинстве случаев делают так, дабы глубокие полости и тонкие рёбра размешались в нижнем штампе, где они лучше заполняются, а не в верхнем, как на молотах. Штамповочные уклоны наряду с этим смогут быть меньше, чем у молотовых штампов, поскольку прессы оборудуются выталкивателями, для которых в штампе делают сквозные отверстия.
")
Рис. 1. Крупногабаритный штамп для гидравлического пресса:
1 — направляющая колонка, 2 — отверстие под направляющую колонку, 3 — фигура штампа
Рис. 2. Пирамида подштамповых плит замечательного гидравлического пресса:
1 — стол, 2 — подштамповыс плиты, 3 — штамп, 4 — болты крепления, 5 — штифты, 6 — паз
При штамповке на замечательных гидравлических прессах как правило применяют одноручьевые штампы, каковые делятся на предварительные и окончательные. Вместе с тем для получения относительно маленьких поковок используют и многоручьевые штампы.
Время от времени применяют особенные многопозиционные штампы, в таком штампе размещают пара полостей, любая из которых предназначена для отдельной поковки. Бывает также, что пара поковок изготовляются заодно в общей полости, а после этого разделяются вне пресса.
Наилучшие условия деформирования обеспечиваются при равенстве заготовки и температур штампа. Но нагретые в печи штампы скоро охлаждаются.
Для поддержания их температуры на заданном уровне применяют нагреватели сопротивления из нихрома либо индукционные совокупности нагрева.
Штамповые кубики для гидравлических прессов изготавливают ковкой на молотах либо прессах из сталей 5ХНВ, 5ХНМ, ЗХ2В8. Для увеличения стойкости штампы, среди них и большие, подвергают термообработке до твердости HRC 40.
Рис. 3. Струбцина для крепления штампа замечательного гидравлического пресса:
1 — струбцина, 2 — болт, 3 — штамп
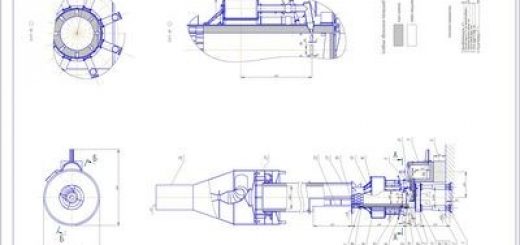
Рис. 4. Инструмент для прессования профилей прямым способом:
1 — пуансон (пресс-штемпель), 2 — рабочая втулка контейнера, 3 — контейнер. 4 — матрицедержатель, 5 — матрица, 6 — опорное кольцо, 7 — мундштук, 8 — нап равляющая проводка, 9 — пресс-шайба
Инструмент для прессования профилей включает контейнер, пуансон и узел матрицы. Для прессования труб в набор инструмента входит еще игла.
На рис. 4 продемонстрирована инструментальная оснастка для прессования профилей прямым способом, включающая контейнер, пуансон с пресс-шайбой и матрицу.
Матрица устанавливается на опорном кольце в матрицедержателе и мундштуке. В расточке мундштука прикасаясь к опорному кольцу устанавливается направляющая проводка 8, которая помогает для обеспечения прямолинейности прессуемого профиля.
Форма внутренней полости проводки подобна форме прессуемого профиля, но имеет пара громадные размеры (на 8—10 мм). Нагретый слиток выдавливается из контейнера пуансоном, закрепленным на подвижной поперечине пресса (между слитком и пресс-штемпелем размещается пресс-шайба).
Рис. 5. Инструмент для прессования полых профилей на прессе с прошивной совокупностью:
1 — пуансон. 2 — иглодержатель, 3 — направляющая втулка иглодержателя, 4— игла, 5 — пресс-шайба, 6 — рабочая втулка контейнера, 7 — контейнер, 8 — матрица, 9 — матрицедер-жатель, 10 — опорное кольцо, 11 — мундштук, 12 — направляющая проводка
Инструментальная оснастка для прессования полых профилей либо труб с применением прошивной совокупности пресса включает в себя еще один элемент —иглу. Она ввертывается в иглодержатель, размещенный в пуансоне, и может двигаться довольно него по скользящей посадке.
Игла в большинстве случаев складывается из двух хвостовика: и элементов стержня. Хвостовик (рабочая поверхность иглы) спрофилирован по форме отверстия профиля либо трубы.
Зазор между очком матрицы и хвостовиком иглы соответствует размерам стены изделия.
При изготовлении инструмента для прессования алюминиевых сплавов используются, по большей части, стали ЗХ2В8 (для матриц, игл и пуансонов) и 5ХНВ (в основном, для втулок контейнеров).