Соединение деталей с помощью пайки
Процесс получения неразъемного соединения материалов с нагревом ниже температуры их независимого расплавления посредством расплавленного промежуточного металла (припоя), плавящегося при более низкой температуре, чем соединяемые подробности, — именуется пайкой. Соединение материалов происходит в следствии основного материала и диффузии припоя методом смачивания, заполнения и растекания зазора между ними расплавленным припоем и сцепления их при кристаллизации шва.
В зависимости от температуры в контакте соединяемых материалов пайка подразделяется на низкотемпературную и высокотемпературную. При первой температуре нагрева не превышает 723 К (450 °С), а при второй – выше 723 К (450 °С). Нагрев может производиться паяльником, токами высокой частоты, в печах, в пламени газовой горелки и т. д.
В качестве припоев употребляются цветные их сплавы и металлы, каковые в зависимости от температуры плавления подразделяются на мягкие и жёсткие. Мягкие припои, имеющие температуру плавления не выше 723 К (450 °С), владеют низкой механической прочностью, жёсткие припои — температура плавления более чем 723 К (450 °С) — имеют большую механическую прочность.
В качестве мягких (легкоплавких) припоев используют оло-вянно-свинцовые, висмутовые, кадмиевые и другие сплавы. самые низкотемпературные припои содержат индий, кадмий и висмут, температура плавления которых 343-418 К (70-145 °С).
В качестве жёстких (тугоплавких) припоев используют по большей части три вида припоев: бронзово-цинковые ПМЦ и латунь JI-62, серебряные ПСР и бронзово-фосфористые марки ПМФ, владеющие хорошей жидкотекучестью и снабжающие высокий уровень качества пайки.
Припои характеризуются с учетом конца плавления и температуры начала. Эти некоторых припоев, обширно используемых при сборке неразъемных соединений в машино- и приборостроении, приведены в табл. 2.
Дабы повысить уровень качества пайки, используют флюсы, каковые растворяют окислы на поверхности металлов и защищают нагретые жидкий припой и детали от окисления. Флюсы увеличивают жидкотекучесть припоев при пайке.
")
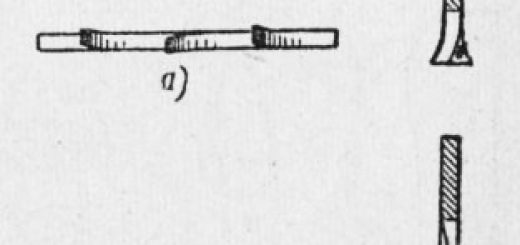
Рис. 1. Паяные соединения: а — встык, б — внахлестку, в — встык со скошенными кромками, г, д — внакладку, е, ж — припаивание фланцев, з — в шпунт
По составу флюсы делятся на две группы: кислотные и бескислотные. К первой группе относятся: флюсы, растворяющие окислы металла и прекрасно очищающие место пайки (соляная кислота, хлористый цинк, бура и др.).
При паянии жёсткими (тугоплавкими ) припоями в качестве флюса используют обезвоженную порошковую буру либо ее смесь с борной кислотой. Бура в расплавленном состоянии имеет хорошую текучесть и скоро растворяет окислы металлов, в особенности меди.
Борная кислота снижает температуру плавления флюса с 1013 до 853 К (с 740 до 580 °С).
Для пайки легкоплавкими припоями применяют раствор хлористого цинка (травленая соляная кислота) и хлористый аммоний (нашатырь). При пайке цинка либо оцинкованных подробностей место пайки смазывают разбавленной соляной кислотой.
Верный выбор флюса при пайке имеет громадное значение для большого качества соединения. Его выбирают в зависимости от используемого припоя и соединяемых металлов, и характера сборочных работ.
Флюс обязан плавиться при температуре ниже температуры плавления припоя, дабы на протяжении пайки он был в жидком состоянии и равномерно растекался по главному металлу. Флюсы образуют жидкую и газообразную предохранительную территорию, предохраняющую поверхность металла и расплавленного припоя от окисления; растворяют и удаляют загрязнения и плёнки окислов с поверхности.
Подготовка подробностей к лужению и пайке содержится в следующем: поверхности подробностей в местах соединений шепетильно зачищают напильником, шабером, железной щеткой либо шлифовальной шкуркой с целью удаления загрязнений, ржавчины, окисных и жировых пленок, а время от времени дополнительно обезжиривают бензином, спиртом либо вторыми растворителями.
Пайка легкоплавкими припоями. При данной пайке зазор между соединяемыми кромками должен быть не более 0,2 — 0,4 мм.
При таком зазоре жидкий припой попадает в него, лучше скрепляет кромки. Подготовленные поверхности покрывают флюсом перед горячим лужением либо пайкой. Подробности нагревают паяльником, нагретым до температуры плавления припоя.
Перегрев паяльника может привести к сильному окислению его рабочей поверхности и сгоранию припоя.
Когда шов прогреется до температуры плавления припоя, последний растечется и заполнит зазор между соединяемыми подробностями. При охлаждении припой образует плотное соединение шва.
Места пайки промывают в проточной либо тёплой воде, дабы очистить их от остатков флюса. При подготовке подробностей к пайке, в случае если необходимо взять герметичность шва, места пайки предварительно облуживают.
Лужение содержится в покрытии поверхностей узким слоем расплавленного припоя, что защищает металл от окисления. Чаще всего используют гальваническое лужение и горячее.
Процесс лужения подобен процессу пайки. Поверхности подробностей медлительно нагревают до температуры 473 — 523 К (200 —250 °С), после этого, на них насыпают припой и флюс в порошкообразном виде. Когда припой начнет плавиться, его растирают по поверхности чистой ветошью.
Большие подробности облуживают по участкам. По окончании лужения подробность шепетильно промывают в тёплой воде, дабы удалить остатки флюса, что может привести к коррозии луженого металла.
Пайку его сплавов и алюминия кроме этого разделяют на два вида: мягкими припоями с температурой плавления 423 — 623 К (150 —350 °Q и жёсткими припоями с температурой плавления 698-863 К (425 – 590 °С).
Главным препятствием при пайке алюминия есть окисная пленка на его поверхности, которая не растворяется и не восстанавливается простыми флюсами, применяемыми при пайке вторых металлов. При удалении окисной пленки механическим методом она Мгновенно появляется снова благодаря соединения поверхностного слоя алюминия с кислородом воздуха.
Рис. 2. Вибрационный ультразвуковой паяльник: 1 — наконечник, 2 — соленоид, 3 — вибратор, 4 — корпус, 5 – генератор
Используют целый ряд других припоев и флюсов для его сплавов и пайки алюминия. Пайку его сплавов и алюминия мягкими (легкоплавкими) припоями делают ультразвуковым паяльником (рис.
30). Припоями наряду с этим методе пайки смогут быть сплавы на базе олова либо цинка.
Ультразвуковой паяльник, вибрирующий в ходе пайки с ультразвуковой частотой (20 — 22 кГц), наконечником погружают в расплавленный припой, и под этим слоем паяльник разрушает окисную пленку; припой соединяется с очищенной поверхностью металла и облуживает ее. Использование ультразвукового паяльника облегчает и активизирует процесс его сплавов и пайки алюминия мягкими легкоплавкими припоями и частично увеличивает коррозионную стойкость паяных соединений.
Пайка тугоплавкими припоями. При пайке тугоплавкими припоями образуется прочный шов, выдерживающий большие нагрузки.
Перед пайкой поверхности подробностей обрабатывают механическим методом и подгоняют друг к другу так, дабы зазор между ними был не более 0,04 — 0,08 мм. Кромки подробностей должны иметь шероховатую поверхность (это усиливает сцепление припоя с главным металлом).
Подробности при пайке тугоплавкими припоями нагревают газовыми горелками, в электрических, пламенных и газовых печах.
самый совершенным методом паяния есть пайка токами высокой частоты. Сущность этого метода содержится в том, что подготовленные к пайке подробности помещают в переменное электрическое поле токов высокой частоты, в следствии поверхности подробностей скоро нагреваются.
Нагрев на этих установках формирует возможность автоматизации процесса с устойчивыми режимами пайки. На высокочастотных установках смогут быть применены и другие усовершенствования разработки: пайка в вакууме, в нейтральной защитной либо в восстановительной среде, предохраняющей места пайки от окисления.