Станки для продольного раскроя пиломатериалов
Устройство станков. Станки для продольного раскроя пиломатериалов смогут быть одно-, двух- и многошинными. Однопильные обрезные станки используют в основном для личного раскроя широких досок на пара узких.
Двухпильные станки предназначены для обрезки кромок необрезных досок, а многопильные, к примеру Ц5Д-8, для обрезки обзольных раскроя и кромок необрезных досок по ширине на более бруски и узкие доски. Необрезные пиломатериалы перерабатываются в обрезные кроме этого на фрезерно-обрезных станках.
К примеру, станок ЦЗД-7Ф используют для раскроя и фрезерования кромок широких необрезных досок на две обрезные доски.
На лесопильных фирмах обширно распространены двухпильные станки, каковые именуют обрезными. Эти станки имеют две круглые пилы, из которых одна устанавливается без движений (коренная), а вторая имеет осевое перемещение в зависимости от ширины обрезаемых досок.
Двухпильные обрезные станки имеют гидропривод для движения подвижной пилы. На станках машинально изменяется скорость подачи в зависимости от толщины обрезаемых досок. К таким станкам относятся обрезные станки Ц2Д-7А.
Станки имеют вальцовую подачу, складывающуюся из трех нижних и двух верхних вальцов.
Организация рабочего места. Двухпильные обрезные станки располагают за рамами либо круглопильными станками для брусьев и распиловки брёвен.
Для приемки досок (с поперечного цепного конвейера) обрезные станки оборудуют впередистаночным столом, на котором установлены неприводные ролики (7 шт.). Протяженность стола около шести метров.
За обрезным станком устанавливается рейкоотделительное устройство, в котором рейки отделяются от обрезных досок. Первый от станка ролик имеет длину, равную мельчайшей ширине обрезной доски, протяженность последующих роликов неспешно возрастает.
Один финиш всех роликов выровнен по линии коренной пилы. В начале конвейера установлены два диска для прижима доски к роликам. Обрезная доска по выходе из станка попадает на маленькие ролики и уносится ими от станка.
Выходящие из станка рейки не имеют опоры и падают в люки, распрло-женные по обе стороны устройства по всей его длине. устройства и-Длина рей около 8,5 м. На лесопильных фирмах используются и другие по конструкции рейкоотделитель-ные устройства.
Обрезной станок обслуживают двое рабочих: один оценивает доски и переводит подвижную пилу, а второй перекладывает, поворачивает и устанавливает доски по коренной пиле.
В обрезных станках Ц2Д-7А управление переводом подвижных выпивал дистанционное. Оно осуществляется посредством следящей гидросистемы.
Исходя из этого команда на необходимый перевод подвижной пилы возможно подана, в то время, когда в пилах еще находится прошлая доска (преселективное управление).
")
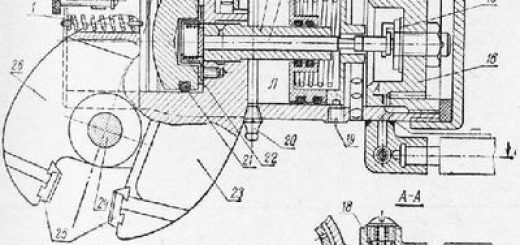
Рис. 1. Рейкоотделительное устройство к обрезному станку: 1 — приводные ролики, 2 — прижимные диски, 3 — неприводной ролик
При дистанционном управлении рабочее место станочника возможно удалено от станка и расположено ближе к середине доски, что эргономичнее для подачи и осмотра доски на стол станка. При поступлении к обрезному станку не более 6… 7 досок в 60 секунд дистанционное управление разрешает трудиться одному рабочему.
Правила работы на станках.
При обрезке необрезных досок рабочие последовательно делают такие операции: – снимают очередную доску с кронштейнов поперечного цепного конвейера (горбыли откидывают в люк); – устанавливают доску по коренной пиле; – переводят подвижную пилу (либо пилы на многопильном станке) в соответствие с шириной обреза доски; – подают доску до передних подающих вальцов станка.
При исполнении указанных работ рабочие смотрят за правильностью обрезки досок. При обрезке необрезная доска обязана лежать узкой пластью кверху.
В один момент может обрезаться лишь одна доска. Ширину досок по окончании обрезки иногда контролируют шаблонами либо вторым инструментом. При обнаружении брака нужно остановить станок и устранить неисправности.
Для верной установки досок направляться пользоваться светотеневым аппаратом.
Перед тем как перевести подвижную пилу, станочник оценивает уровень качества, сбег, кривизну доски и в соответствии с ними задает нужную ширину доски, которая обязана соответствовать заданной спецификации.
При прохождении доски через станок ее нельзя подталкивать либо поправлять. В станок возможно пропускать доски не меньше 1,5 м. Следует по возможности последовательно запускать доски одной толщины и ширины, избегая чередования узких и широких досок, узких и толстых.
Станок Ц2Д-7А имеет скорости подачи: 80..120 либо 100…150 м/мин. Коэффициент применения рабочего времени учитывает явные простои станка.
При хорошей организации работы он бывает принят равным 0,9 … 0,95. Коэффициент применения машинного времени учитывает скрытые простои, к каким относятся разрывы в подаче досок на обрезку, время на передвижение пилы.
Величина этого коэффициента зависит от степени механизации подачи досок в управления и обрезной станок подвижной пилой.
Так как при распиловке бревна получаются различные по ширине необрезные доски, то при их обрезке любой раз требуется переставлять пилу. На перевод пилы станочник затрачивает 1… 2 с.
Ввиду того что необрезные доски от лесопильных рам приходят пачками вместе с рабочим и горбылями приходится разбирать эти пачки и откидывать горбыли, они время от времени не успевают подать доску на стол обрезного станка за время распиловки прошлой доски и на подготовку доски затрачивают дополнительное вспомогательное время. При равномерном поступлении досок пропускная свойство обрезного станка образовывает 10…12 досок в 60 секунд.
Технический брак на обрезке и меры его предупреждения. Главные недостатки, по которым пиломатериалы относят в брак,, возможно устранить, в случае если установить обстоятельства их происхождения.
Неверная ширина досок появляется из-за изношенности механизма перевода подвижной неправильного развода и пилы зубьев выпивал. Для предотвращения этого недостатка нужно проверить и при необходимости исправить развод выпивал либо осмотреть и отрегулировать механизм перевода мобильной пилы.
Продольная кривизна на кромках вызывается рядом обстоятельств: неперпендикулярностью осей подающих вальцов к плоскости пильных дисков, непараллельностью роликовых конвейеров между собой и с подающими вальцами, изношенностью подающих вальцов либо поддерживающих роликов на столе и изогнутостью их осей. В этом случае требуется проверить и отрегулировать положение вальцов, проверить установку поддерживающих роликов на столе.
Данный же недостаток получается при работе пилами различного диаметра либо различной толщины либо пилами, у которых развод зубьев в одну сторону больше. направляться либо заменить одну из выпивал, либо исправить развод.
Неверная подготовка выпивал ведет к зигзагообразному пропилу. Устраняется перековкой выпивал, трансформацией профиля зубьев пилы.
Мшистость характеризуется наличием на поверхности досок перерезанных волокон, придающих им шероховатый вид. Она вызывается чрезмерной подачей материала, затуплением выпивал, неправильным разводом выпивал, неперпендикулярностыо выпивал по отношению к пильному валу.
Техника безопасности. На обрезных станках вероятен захват материала зубьями выпивал и выброс его с большой силой.
При неправильной эксплуатации станков и выпивал вероятны разрушение и поломка зубьев дисков, срыв выпивал со шпинделей. Это может причинить важные травмы рабочим.
Вероятны ранение и ушибы рук при сбросе досок на столы незащищенными руками.
Для предотвращения несчастных случаев пилы ограждают так, дабы доступ к ним на протяжении их работы был неосуществим. Оградительный кожух должен быть машинально связан с пусковым механизмом станка, дабы нереально было разрешить войти станок при открытом ограждении.
Должны быть ограждены кроме этого привод и все движущиеся части станка.
Для предохранения рабочего от выбрасываемых из станка досок либо реек помогает когтевая завеса в виде отдельных когтей, вольно висящих на одной оси, установленной на верху передней стены станины. Когти, отклоняясь вперед, пропускают доски в сторону выпивал и, заклиниваясь, задерживают их от выброса из станка.
При необходимости когтевую завесу возможно поднимать особой рукояткой. При поднятых когтях срабатывает конечный выключатель и действует предусмотренная электросхемой блокировка, которая отключает электродвигатели пильного вала, подачи и гидропривода.
Особенно страшны при вылете острые рейки. Для предотвращения выброса реек за пилами необходимо устанавливать расклинивающие ножи.