Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы. Это особые понижающие трансформаторы, имеющие требуемую внешнюю чёрта, снабжающие питание сварочной дуги и регулирование свароч ного тока.
Трансформаторы, в большинстве случаев, имеют падающую ха рактеристику, их применяют для ручной дуговой и автоматической сварки под флюсом. Трансформаторы с твёрдой чёртом используют для электрошлаковой сварки.
")
Рис. 1. Изменение параметров режима сварки в зависимости от длины дуги источника и внешней характеристики питания
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, что, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, напротив, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается трансформацией потока магнитного рассеяния либо включением в сварочную цепь дополнительного индуктивного сопротивления.
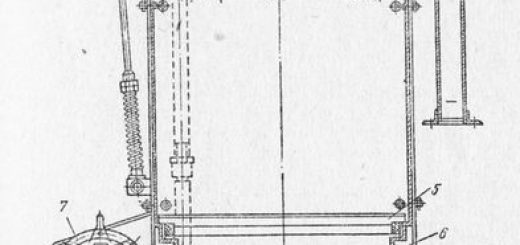
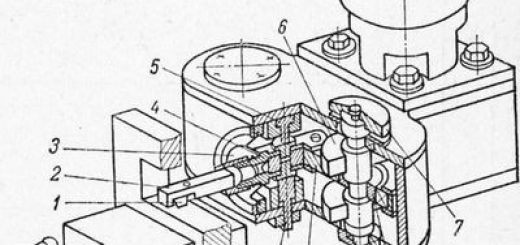
Рис. 2. Схема сварочного трансформатора ТСК-500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две главные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем.
Трансформаторы данной группы возможно поделить на три главных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся трансформаторы с обычным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН, ТСД).
Как пример разглядим устройство трансформатора ТСК-500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, складывающаяся из двух катушек, расположенных на двух стержнях магнитопровода.
Катушки первичной обмотки закреплены без движений.
Вторичная обмотка, кроме этого складывающаяся из двух катушек, расположена на большом расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно.
Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют трансформацией расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный индуктивное сопротивление и поток рассеяния уменьшаются, сварочный ток возрастает.
При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток и индуктивное сопротивление рассеяния растут и сварочный ток значительно уменьшается.
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых либо кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток разрешает приобретать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более совершенно верно ток устанавливают по амперметру.
Для увеличения коэффициента мощности сварочный трансформатор ТСК-500 имеет в первичной цепи конденсатор 4 громадной мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, складывающиеся из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3).
Время от времени в набор сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель помогает для получения падающей внешней характеристики.
Воздействие сварочных выпрямителей основано на том, что полупроводниковые элементы выполняют ток лишь в, одном направлении. Громаднейшее использование в сварочных выпрямителях взяли селеновые и кремниевые полупроводники.
Сварочные выпрямители делают практически во всех случаях по трехфазной схеме, преимущества которой заключаются в солидном числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители владеют рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более большой к. п. д., несложны в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних черт возможно поделить на три типа: с крутопадающими (ВСС-300-3, ВСС-120-4, ВКС-500 и др.), твёрдыми (либо пологопадающими) чертями (ВС-200, ВС-300, ВС-600, ВС-1000, ИПП-120, ИПП-300, ИПП-500, ИПП-1000) и универсальные (ВСУ-300, ВСУ-500). Универсальные выпрямители снабжают возможность получения как твёрдых, так и падающих внешних черт, исходя из этого их возможно использовать для разных видов-дуговой сварки.
Цифра в марке выпрямителя свидетельствует номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это особые генераторы постоянного тока, внешняя черта которых разрешает приобретать устойчивое горение дуги, что достигается трансформацией магнитного потока генератора в зависимости от сварочного тока.
Сварочный генератор постоянного тока складывается из статора с магнитными полюсами и якоря с коллекторами и обмоткой. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора.
Обмотка якоря пересекает магнитные линии полюсов генератора, и исходя из этого в витках обмотки появляется переменный ток, что посредством коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания.
К коллектору прижаты угольные щетки, через каковые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы делают по разным электрическим схемам. Они смогут быть с падающей чёртом (генераторы типа ГСО в преобразователях типа ПСО-ЗОО, ПСО-500 и др.), с твёрдой и пологопадающей чёртом (типа ГСГ в преобразователях типа ПСГ-500) и универсальные (преобразователи типа ПСУ-300, ПСУ-500).
Громаднейшее распространение взяли сварочные генераторы с падающими внешними чертями, трудящиеся по следующим схемам: – с свободным возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
Схема генератора с свободным возбуждением и размагничивающей последовательной обмоткой продемонстрирована на рис. 4, а.
С повышением тока в сварочной цепи будет возрастать Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю чёрта генератора. Сварочный ток в генераторах данной совокупности регулируется реостатом Р и секционированием последовательной обмотки, т. е*. трансформацией числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения употребляется принцип самовозбуждения.
Рис. 4. Принципиальная схема сварочного генератора: а — с свободным – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка