Технологический процесс изготовления матриц и пуансонов вырубного штампа
Для обычных условий работы вырубного штампа нужно, дабы пуансон входил в матрицу с определенным зазором. Данный зазор должен быть равномерным по периметру рабочего контура матрицы и образовывает от нескольких десятых до нескольких сотых долей миллиметра.
Чем меньше толщина страницы, из которого рубят заготовку, тем меньше размер зазора. Так, размеры профиля пуансона меньше соответствующих размеров профиля матрицы на величину зазора.
В большинстве случаев рабочий контур одной из сопрягаемых подробностей (матрицы либо пуансона) изготовляют по размерам чертежа с требуемой точностью, а второй «подгоняют» по первому, выдерживая наряду с этим требуемый зазор. Наряду с этим сначала обрабатывают тот из двух сопряженных профилей, каковые более технологичен.
Операцию подгонки профиля (ее кроме этого именуют операцией наладки штампа) создают в большинстве случаев слесарным методом.
Технологический процесс изготовления матриц и пуансонов вырубных штампов включает в себя:
1) предварительную обработку базисных поверхностей;
2) предварительное шлифование базисных поверхностей;
3) разметку рабочего контура;
4) предварительную обработку рабочего профиля;
5) предварительную сборку штампа;
6) термическую обработку;
7) окончательное шлифование базисных поверхностей;
8) окончательную обработку рабочего контура;
9) сборку штампа;
10) наладку штампа.
Разглядим разработку изготовления цельной матрицы и пуансона с буртом с вырубного штампа. Толщина металлического страницы 2 мм; точность размеров заготовки соответствует 14-му квали-тету; материал матрицы и пуансона — сталь У10; в качестве заготовок применены поковки.
Последовательность обработки матрицы.
1. Фрезерование заготовки с шести сторон на вертикально-фрезерном станке (приспособление—машинные тиски).
2. Шлифование двух плоскостей заготовки и двух смежных боковых сторон под уголом 90° на плоскошлифовальном станке (приспособления: магнитная плита, угольник).
3. Слесарная разметка рабочего контура (приспособления: разметочная плита, штангенрейсмас, синусная подставка, комплект концевых мер, керн, другие слесарные и молоток разметочные инструменты).
4. Фрезерование рабочего контура по разметке на вертикально-фрезерном станке (приспособления: поворотный стол, прихваты, подкладки и др.).
5. Слесарная обработка: опиливание рабочего контура в размер; сверление и цекование отверстий под крепежные винты; установка заготовки матрицы на плите штампа, закрепление ее винтами; обработка отверстий под штифты совместно с плитой; установка штифтов; снятие матрицы.
6. Термическая обработка.
7. Шлифование рабочей и опорной поверхностей матрицы на плоскошлифовальном станке.
8. Слесарная зачистка абразивной шкуркой рабочего контура матрицы.
9. наладка и Сборка штампа.
Последовательность обработки пуансона.
1. Фрезерование заготовки с шести сторон.
2. Шлифование рабочего и опорного торцов.
3. Слесарная разметка рабочего контура.
4. Фрезерование рабочего контура по разметке.
5. Слесарная обработка: обработка отверстий под винты; установка заготовки на верхней плите штампа, закрепление винтами; установка штифтов; получение оттиска рабочего контура закаленной матрицы на пуансоне на ручном прессе; снятие заготовки; слесарная обработка профиля по оттиску.
Последующие операции повторяют маршрут обработки матрицы.
При повышенных требованиях к точности штамповки либо малой толщине страницы, в то время, когда зазор 6 = 0,01 -г-0,05 мм, слесарную разметку заменяют машинной, которую создают на координатно-сверлильных станках. Машинная разметка пребывает в обработке совершенно верно закоординированных отверстий.
На станке определяют координаты отверстия, создают центровку центровочным сверлом, сверлят отверстие, при необходимости рассверливают и напоследок развертывают либо растачивают отверстие в окончательный размер. Так обрабатывают центральное отверстие матрицы.
Отверстия малых размеров, показывающие границы обработки, приобретают сверлением. Контроль рабочего профиля матрицы создают шаблоном, размеры которого равны размерам штампуемой заголовки.
В случае если конструкция пуансона более технологична, чем конструкция матрицы, то сперва изготовляют пуансон, а позже матрицу. В этом случае делают оттиск закаленного пуансона на ее профиль и заготовку матрицы обрабатывают по оттиску, выдерживая нужный зазор.
При сборной конструкции матрицы и пуансона и закреплении их на штампе посредством державок необходимость в оттиске отпадает. Каждую заготовку по окончании закалки шлифуют и размеры выдерживают так, дабы при сборке взять нужный зазор.
Исходя из этого исключается слесарная подгонка профилей и обработку возможно затевать как с матрицы, так и с пуансона. Особенности данного техпроцесса: разметку рабочего контура ведут слесарным способом при любой точности и толщине штампуемой подробности; предварительную обработку рабочего профиля реализовывают на фрезерном, долбежном либо фасонно-строгальном станках; рабочий контур шлифуют на плоскошлифовальном станке профилированным шлифовальным кругом либо на профиле-шлифовальном станке; при качественной сборке наладку штампа в большинстве случаев не создают; в случае если рабочий контур сборного пуансона сложный, то отверстия в державке размечают на координатно-сверлильном станке.
Для обычных условий работы вырубного штампа нужно, дабы пуансон входил в матрицу с определенным зазором. Данный зазор должен быть равномерным по периметру рабочего контура матрицы и образовывает от нескольких десятых до нескольких сотых долей миллиметра.
Чем меньше толщина страницы, из которого рубят заготовку, тем меньше размер зазора. Так, размеры профиля пуансона меньше соответствующих размеров профиля матрицы на величину зазора.
В большинстве случаев рабочий контур одной из сопрягаемых подробностей (матрицы либо пуансона) изготовляют по размерам чертежа с требуемой точностью, а второй «подгоняют» по первому, выдерживая наряду с этим требуемый зазор. Наряду с этим сначала обрабатывают тот из двух сопряженных профилей, каковые более технологичен.
Операцию подгонки профиля (ее кроме этого именуют операцией наладки штампа) создают в большинстве случаев слесарным методом.
Технологический процесс изготовления матриц и пуансонов вырубных штампов включает в себя: 1) предварительную обработку базисных поверхностей; 2) предварительное шлифование базисных поверхностей; 3) разметку рабочего контура; 4) предварительную обработку рабочего профиля; 5) предварительную сборку штампа; 6) термическую обработку; 7) окончательное шлифование базисных поверхностей; 8) окончательную обработку рабочего контура; 9) сборку штампа; 10) наладку штампа.
Разглядим разработку изготовления цельной матрицы (см. рис. 14.2, а) и пуансона с буртом (см. рис.
14.3, а) вырубного штампа. Толщина металлического страницы 2 мм; точность размеров заготовки соответствует 14-му квали-тету; материал матрицы и пуансона — сталь У10; в качестве заготовок применены поковки.
Последовательность обработки матрицы.
1. Фрезерование заготовки с шести сторон на вертикально-фрезерном станке (приспособление—машинные тиски).
2. Шлифование двух плоскостей заготовки и двух смежных боковых сторон под уголом 90° на плоскошлифовальном станке (приспособления: магнитная плита, угольник).
3. Слесарная разметка рабочего контура (приспособления: разметочная плита, штангенрейсмас, синусная подставка, комплект концевых мер, керн, другие слесарные и молоток разметочные инструменты).
4. Фрезерование рабочего контура по разметке на вертикаль-но-фрезерном станке (приспособления: поворотный стол, прихваты, подкладки и др.).
5. Слесарная обработка: опиливание рабочего контура в размер; сверление и цекование отверстий под крепежные винты; установка заготовки матрицы на плите штампа, закрепление ее винтами; обработка отверстий под штифты совместно с плитой; установка штифтов; снятие матрицы.
6. Термическая обработка.
7. Шлифование рабочей и опорной поверхностей матрицы на плоскошлифовальном станке.
8. Слесарная зачистка абразивной шкуркой рабочего контура матрицы.
9. наладка и Сборка штампа.
Последовательность обработки пуансона.
1. Фрезерование заготовки с шести сторон.
2. Шлифование рабочего и опорного торцов.
3. Слесарная разметка рабочего контура.
4. Фрезерование рабочего контура по разметке.
5. Слесарная обработка: обработка отверстий под винты; установка заготовки на верхней плите штампа, закрепление винтами; установка штифтов; получение оттиска рабочего контура закаленной матрицы на пуансоне на ручном прессе; снятие заготовки; слесарная обработка профиля по оттиску.
Последующие операции повторяют маршрут обработки матрицы.
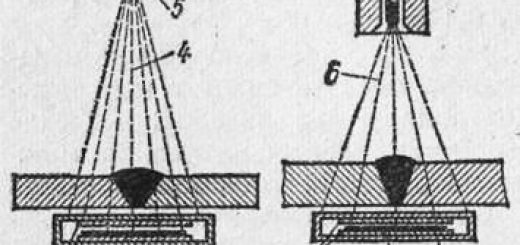
При повышенных требованиях к точности штамповки либо малой толщине страницы, в то время, когда зазор 6 = 0,01 -г-0,05 мм, слесарную разметку заменяют машинной, которую создают на координатно-сверлильных станках. Машинная разметка пребывает в обработке совершенно верно закоординированных отверстий.
На станке определяют координаты отверстия, создают центровку центровочным сверлом, сверлят отверстие, при необходимости рассверливают и напоследок развертывают либо растачивают отверстие в окончательный размер. Так обрабатывают центральное отверстие матрицы.
Отверстия малых размеров, показывающие границы обработки, приобретают сверлением. Контроль рабочего профиля матрицы создают шаблоном, размеры которого равны размерам штампуемой заголовки.
В случае если конструкция пуансона более технологична, чем конструкция матрицы, то сперва изготовляют пуансон, а позже матрицу. В этом случае делают оттиск закаленного пуансона на ее профиль и заготовку матрицы обрабатывают по оттиску, выдерживая нужный зазор.
При сборной конструкции матрицы и пуансона и закреплении их на штампе посредством державок необходимость в оттиске отпадает. Каждую заготовку по окончании закалки шлифуют и размеры выдерживают так, дабы при сборке взять нужный зазор.
Исходя из этого исключается слесарная подгонка профилей и обработку возможно затевать как с матрицы, так и с пуансона. Особенности данного техпроцесса: разметку рабочего контура ведут слесарным способом при любой точности и толщине штампуемой подробности; предварительную обработку рабочего профиля реализовывают на фрезерном, долбежном либо фасонно-строгальном станках; рабочий контур шлифуют на плоскошлифовальном станке профилированным шлифовальным кругом либо на профиле-шлифовальном станке; при качественной сборке наладку штампа в большинстве случаев не создают; в случае если рабочий контур сборного пуансона сложный, то отверстия в державке размечают на координатно-сверлильном станке.
")
Рис. 1. Машинная разметка матрицы (а) и шаблон для контроля (б)