Типичные случаи применения флюсов
Пищевое оборудование
Канифолевые флюсы в большинстве случаев вводятся заблаговременно в места стыкуемых швов в замок либо же наносятся на стыки перед пайкой. В места сгибов стыкуемых швов флюс наносится посредством двух роликов (либо щётки и ролика), а на место стыка флюс наносится посредством ролика со особым раструбом для подачи перед нагревом под пайку.
Для особых случаев применения (узкие гальванические покрытия оловом) требуются активированные флюсы либо флюсы промежуточного типа. Для пайки консервных банок из нелуженой жести требуются флюсы типа хлористого цинка. На рис.
3.2 продемонстрирована автоматическая установка для нанесения пайки и флюса боковых швов консервных банок. Автомобили этого типа имеют производительность порядка 360 консервных банок в 60 секунд.
")
Рис. 1. Установка для пайки боковых швов консервных банок.
Автомобильная индустрия
Собранные ячеистые автомобильные радиаторы погружают во флюс, складывающийся из хлористого аммония и хлористого цинка, и сразу после этого опускают в расплавленный припой. После этого радиатор переворачивают и паяют другую сторожу Остатки флюса удаляют промывкой в легко подкисленной воде и после этого промывают в тёплой воде.
При нагреве в печи радиаторы опрыскивают водным раствором гидразинового флюса и пропускают на конвейере через печь. Подробности конвейера покрываются защитной краской.
Латунные сильфоны автомобильных термостатов подвержены коррозионному растрескиванию под напряжением в следствии повторных изгибов в условиях коррозионной атмосферы. Так как соединения аммония содействуют такому типу разрушения, то для пайки этих узлов необходимо использовать флюсы, не которые содержат аммония.
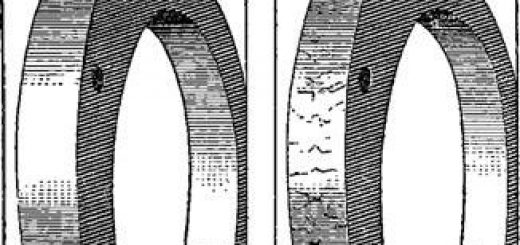
На рис. 3. продемонстрированы паяные сильфоны термостатов.
Рис. 2. Пайка автомобильного радиатора погружением.
Перед окончательной покраской сварные швы, соединяющие штампованные секции автомобильных кузовов, покрывают припоем для получения ровной поверхности. Сперва металл покрывают припоем с содержанием 30% олова посредством нагрева газовой горелкой, используя смесь флюса с припоем.
Чтобы получить такую смесь в ви^е суспензии, был создан флюс, содержащий около 5% стабилизатора, 19% хлористого цинка и 75% хлористого аммония. По окончании нанесения первого слоя создают наплавку присадочного металла, после этого наносят заполнитель, складывающийся из 5% сурьмы, 0,5% мышьяка, 3% олова, другое свинец.
Для получения ровной поверхности присадочный металл в ходе нагрева газовой горелкой натирают металлической шерстью. На рис.
3.5 продемонстрировано использование припоя для сглаживания поверхности швов по окончании ремонтной сварки автомобильного кузова.
Вторым примером применения пайки в автопрома есть якорь автомобильного генератора, продемонстрированный па рис. 3.6.
Якорь генератора намотан проволокой с нейлоновой изоляцией, которая перед установкой в пазы коллектора не удаляется. В любой паз с опаской вставляют одну над второй две проволоки с обеспечением около проводников капиллярных зазоров.
Собранные узлы паяют машинально с производительностью одного автомата 1200 шт. в час. Собранный узел нагревают открытым пламенем, пока он катится по горизонтальной плоскости, растворитель флюса, подаваемого регулируемой струей, успевает испариться, перед тем как коллектор откатится в узкую ванночку с припоем, уровень которого поддерживается мениском между ее острыми кромками.
За 3,5 оборота узел всецело пропаивается, по окончании чего выгружается на ленточный конвейер.
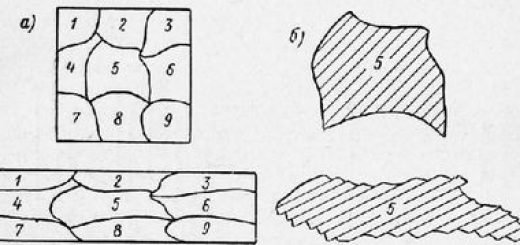
Рис. 3. Сильфоны термостата до и по окончании пайки (стрелками указаны территории, облуженные припоем).
Рис. 4. Нанесение припоя посредством газовой горелки при ремонте крыла автомобиля.
Рис. 5. Паяный коллектор автомобильного генератора.
В качестве флюса применен водный раствор соли, разведённый спиртом до получения 10%-ного раствора. При температуре пайки соль улетучивается, а нейлон в течение процесса пайки преобразовывается в газ.
Припоем помогает сплав, складывающийся из 20% свинца и 80% олова с добавками сурьмы и серебра.
Водопроводные и отопительные совокупности
Места соединений свинцовых труб натирают палочками из жирных либо стеариновых кислот, используемых в качестве флюса. Флюс наносится сразу после зачистки и подгонки труб. На рис.
3.7 продемонстрировано паяное соединение свинцовых труб. Латунные и бронзовые фитинги паяют посредством газовой горелки с применением коррозионных пастообразных либо жидких флюсов.
линии и Радиоэлектроника связи
Телефонные линии, радио- и электронное оборудование в большинстве случаев паяют посредством бронзового паяльника с применением в качестве флюса чистой яркой канифоли (рис. 3.8).
Автоматизация пайки бессчётных соединений в печатных схемах и телевизорах делает целесообразным использование пайки погружением. Канифоле-8ые и активированные канифолевые растворы наносят погружением, накаткой набрызгиванием и роликом.
Узлы из листового металла
Материалы, покрытые оловом либо сплавами олова, возможно паять с флюсами некоррозионного типа. Флюсы на базе канифоли для пайки оцинкованного железа негодны.
Рис. 6. Отделка поверхности паяного соединения свинцовых труб.
Рис. 7. Пайка радиоэлектронной аппаратуры электрическим паяльником с применением трубчатого канифолевого припоя.
Подшипники
Антифрикционный металл должен быть соединен по всей поверхности медного либо металлического вкладыша подшипника.
Рис. 8. Пайка присоединительного фланца трубопровода к стенке бензинового бака.
В индустрии в большинстве случаев производится предварительное лужение вкладышей оловом либо оловянносвинцовыми сплавами. Потому, что баббиты являются сплавами на базе олова либо свинца, с добавками меди и сурьмы для повышения твердости, то для баббитов на базе олова вкладыш покрывают оловом, а для баббитов на базе свинца оловянносвинцовым сплавом. Процесс облуживания складывается из нанесения на железную поверхность
ты коррозионного флюса, заливки и нагрева вкладыша сплавленного металла. Облуживаемую поверхность растирают до получения слоя равномерной толщины.
После этого а подготовленную поверхность заливают баббит. Для предварительного нанесения покрытия на вкладыш подшипника используют кроме этого флюса и пастообразные смеси металла.
Рис. 9. Заливка предварительно подогретого вкладыша припоем.