Точный измерительный инструмент
")
Настоящий размер подробности неизменно, хотя бы мало, но отличается от того, что прочитывается нами на шкале измерительного инструмента либо измерительного прибора. Эту отличие между действительным размером и результатом измерения именуют погрешностью измерения, а величина последней характеризует степень точности измерения.
Погрешности измерения тем больше, чем несовершеннее измерительный несовершеннее процесс и инструмент измерения, и и те условия, в которых протекает данный процесс. Следовательно, чем правильнее необходимо измерить подробность, тем правильнее должен быть измерительный инструмент.
Однако нет особенной необходимости в любых ситуациях пользоваться измерительными инструментами наивысшей точности, поскольку это связано с громадными затратами. По данной причине для измерений, не требующих высокой точности, используют менее правильные инструменты и лишь при весьма правильных работах пользуются соот ветствующим поверочным и измерительным инструментом и при борами.
Какая же существует отличие между проверочными и измерительными средствами?
Проверочным инструментом именуется инструмент, говорящий о наличии отклонений, в размере подробности, но не показывающий их величины. Инструменты, разрешающие определять размер подробности либо величину отклонения от размера, именуются инструментами и измерительными приборами.
При пользовании, как одним, так и вторым видом инструмента погрешности неизбежны. Величина погрешности измерения зависит от многих обстоятельств, но самые значительные из них такие:
1) неровности и другие недочёты поверхности;
2) температура измерения подробностей;
3) неправильное небрежный уход и использование инструмента за ним;
4) погрешности и конструкция инструмента в его изготовлении.
Любая из этих обстоятельств по-своему воздействует на точность измерения. Но громаднейшее влияние оказывает неровность поверхности.
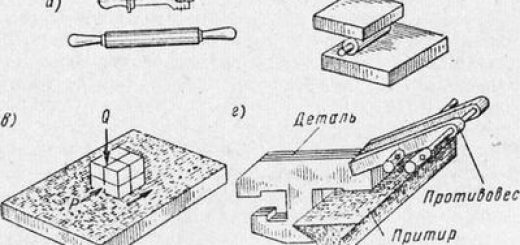
Дело в том, что лишь невооруженному людской глазу чисто обработанная поверхность думается ровной и ровной, а в конечном итоге она покрыта впадинами и выступами. Исходя из этого при ее измерении инструмент в одном случае прилегает к выступам, в другом — к впадинам и результаты получаются разными.
Такое явление лишает уверенности в том, что при измерении инструмент продемонстрирует настоящий размер подробности. Дабы уменьшить погрешности измерения и взять громадную уверенность в правильности читаемого на шкале размера инструмента, измеряемые поверхности должны быть обработаны чисто и совершенно верно.
Помимо этого, направляться указать, что на степень точности измерения воздействует и загрязненность измеряемой поверхности. В случае если эта поверхность покрыта маслом либо с поверхности не удалены заусенцы и стружка, показания инструмента будут неправильными.
не меньше важное влияние на точность измерения оказывает и отклонение от обычной температуры измерения. Из физики как мы знаем, что при увеличении температуры жёсткие тела увеличиваются.
Исходя из этого в случае если измерить нагретую подробность, то ее размер неизбежно будет различаться от размера, взятого при измерении остывшей подробности. Разные тела увеличиваются по-различному, по-различному расширяется и подробность и измеряющий ее инструмент, если они изготовлены из разных материалов.
Не нужно думать, что величина погрешностей, которые связаны с нарушением температурного режима измерения, незначительна. Так, к примеру, при трансформации температуры металлической подробности длиной 100 мм всего на 10°С ее размер изменится на 12 мк.
В случае если же создавать измерение латунной подробности данной же длины при таком же отклонении температуры металлическим инструментом, то погрешность измерения лишь по обстоятельству стали и разного расширения латуни будет равна 7 мк. Исходя из этого для устранения тепловых погрешностей диагностику, размеров направляться вести при определенной, стандартной температуре, а температуру измеряемого предмета сглаживать перед измерением до данной же температуры.
Таковой стандартной температурой считается, температура + 20 °С.
небрежное обращение и Неправильное пользование с измерительным инструментом ведет к утрата его точности и повышению погрешности измерения. Данный инструмент требует бережного отношения: его нельзя бросать на металлические поверхности, измерение необходимо вести с опаской без ударов и применения силы, по окончании работы измерительные поверхности направляться протирать и смазывать для защиты их от коррозии, хранить его нужно в особых футлярах, а не в неспециализированных коробках с остальным инструментом.
неточности конструкции и Особенности инструмента его изготовления значительным образом сказываются на размере погрешностей измерения, исходя из этого нужно постоянно выбирать измерительный инструмент, согласуя его точность с заданной точностью измерения. Величина погрешности произведенного измерения возможно уменьшена при умелом применении инструмента.
Одним из таких способов помогает принцип многократных измерений одного и того же размера, являющийся лишним подтверждением известного житейского правила: «семь раз отмерь, один раз отрежь». И, вправду, в случае если подробность пара раз обмерить одним и тем же инструментом, а результаты измерения сложить и после этого поделить на число произведенных измерений, то результат будет существенно ближе к настоящему размеру подробности. Так, к примеру, в случае если при трех измерениях получено первое измерение равное 40,08 мм, второе 40,06 мм, третье 40,09 мм, то среднее арифметическое их будет:
Величина 40,077 мм ближе к настоящему размеру подробности, чем каждое из этих измерений, взятое в отдельности.
Погрешности измерения смогут быть уменьшены и вторым методом. Как мы знаем, существует два метода измерений: безотносительные измерения, при которых определяется вся измеряемая ‘величина, и относительные измерения, при которых определят лишь отличие между примером заблаговременно известного размера и между самим размером.
Более правильные результаты получаются при относительных измерениях, потому, что при них устранена часть погрешностей, которые связаны с неточностью изготовления и особенностями конструкций устройств и инструмента. Это подтверждается тем, что большая часть инструмента, используемого в инструментальном производстве, употребляется, как инструмент для относительных измерений: концевые меры длины в комбинации с штангенрейсмасом и индикатором, индикаторные устройства для внутренних измерений, миниметры, оптиметры и т. д. И, вправду, сличение, к примеру, любого размера с блоком концевых мер длины при помощи индикатора дает меньшие погрешности, чем яркое измерение этого размера по шкале для того чтобы же индикатора.