Ультразвуковая очистка и снятие заусенец миниатюрных изделий
обезжиривание и Очистку миниатюрных изделий ввиду их малых размеров создавать лично затруднительно. Вместе с тем от качества очистки сильно зависит качественное выполнение последующих операций, таких как нанесение всевозможных покрытий, пайка, сварка и т. д. Исходя из этого для обезжиривания и очистки поверхностей миниатюрных изделий обширно используют ультразвуковые колебания.
Сущность ультразвуковой очистки сводится к сочетанию действия громадных ускорений на границе раздела «жидкость—кавитации и» твёрдое тело, вызывающих разрушение поверхностного слоя, содержащего загрязнения и эмульгирование жировых примесей. Составы для ультразвуковой очистки должны действенно растворять, разрыхлять и разрушать пленки загрязнения.
Помимо этого, они должны быть взрыво- и пожаробезопасными и иметь низкую цена.
Разработка и моющие составы для очистки. Для очистки миниатюрных изделий от масел, механических загрязнений, притирочных и шлифовальных паст в качестве моющих растворов применяют метиленхлорид, бензин, очищенный и осветленный керосин, тринатрийфосфат, поливиниловый спирт, ацетон.
В водные моющие растворы рекомендуется додавать поверхностно-активные вещества ОП-7 либо ОП-Ю. Технологический процесс ультразвуковой очистки миниатюрных изделий в среде метилен-хлорида включает: предварительную очистку в первой ванне (время очистки 1,5—3 мин) и окончательную очистку во второй ванне (время очистки 1,5 мин).
Технологический процесс очистки оптических подробностей от загрязнений включает операцию предварительной очистки в первой ванне в среде метиленхлорида. Температура среды 15—20 °С. Время очистки 2—5 мин.
После этого производится перенос подробностей во вторую ванну с раствором поверхностно-активного вещества ОП-7 либо ОП-Ю. Окончательная очистка производится в ультразвуковой ванне в среде тёплого (50—55 °С) водного раствора ОП-7 либо ОП-Ю.
Время нахождения в ванне 0,5—1,5 мин, по окончании чего направляться промывка в горячей воде в течение 1 мин, а после этого спола-скивание дистиллированной водой.
Для очистки подробностей электровакуумных устройств, имеющих сложную форму, капиллярные отверстия, канавки, из которых простыми способами очистки весьма тяжело удалить загрязнения, окалину, шлам, остатки щелочей и кислот по окончании травильных операций, используют направленные ультразвуковые колебания.
Очистка анодных пластин из алюминированного железа. Анодные пластины ламп миниатюрной серии из отожженного железа (черненного) имеют шероховатую поверхность, затрудняющую вызывающую разбрызгивание и сварку анодов и прожоги.
Для снятия поверхностной шероховатости ряд анодов и анодные пластины подвергают ультразвуковой промывке в среде ацетона. Длительность процесса очистки образовывает 5 — 10 мин.
Степень очистки возможно замечать визуально по трансформации цвета ацетона. Очистку направляться вести в сетчатой корзине, которую подвешивают в ванну на высоте 5—7 мм от мембраны магнитострикционного излучателя.
Очистка ножек электровакуумных устройств по окончании травления. Стеклянные ножки электровакуумных устройств имеют разную форму с тяжело дешёвыми для очистки углублениями, капиллярными неплотностями и тонкими выводами около выводов.
В этих конструктивных элементах задерживаются остатки щелочей и кислот, каковые приводят к коррозии. Для удаления этих реагентов используют ультразвуковую очистку в простой воде с последующим ополаскиванием в дистиллированной воде.
Время очистки 5—10 мин.
Оборудование. Для очистки миниатюрных изделий употребляются ультразвуковые установки типа УЗУ4-0,1-0; УЗУ1-0,25-1; УЗУ 1-0,6-0; УЗ У 5-1,6-0 и др.
Установка УЗУ4-0,1-0 включает полупроводниковый генератор мощностью 100 Вт, настольного типа с рабочей частотой 22 кГц и ванну для очистки (емкость 1,3 либо 5 л) с пьезокерамическим преобразователем.
Установка УЗУ1-0,6-0 есть трехпозиционной. На ней делают сушку изделий и чистовую промывку.
Ванны и ультразвуковой генератор смонтированы в едином корпусе. Перемещение очищаемых изделий из одной ванны в другую производится вручную, в особой подвеске.
Установка предназначена для обработки подробностей несложной либо сложной конфигурации, поступающих на очистку небольшими партиями.
")
Рис. 1. Конвейерная установка ультразвуковой очистки
Шестипозиционная полуавтоматическая установка УЗУ 5-1,6-0 есть карусельной и разрешает создавать ультразвуковую очистку, чистовую промывку, пассивирование и сушку изделий. Ванны, ультразвуковой генератор, элементы автоматики, фильтры и бак для моющей жидкости скомпонованы в едином корпусе.
Кроме специальных ультразвуковых моечных установок применяют серийно производимое оборудование: генераторы и ультразвуковые ванны. Отечественной индустрией выпускается широкая номенклатура генераторов и ванн.
Недочётом ультразвуковых ванн есть выгрузки и неудобство загрузки очищаемых изделий.
Для механизации процессов, качества условий и улучшения труда очистки изделий перед нанесением на них гальванических и др. покрытий используют моечные агрегаты, включающие насосные устройства с совокупностью подогрева, подачи и очистки раствора, ультразвуковой генератор, узел управления, средства загрузки, транспортирования и выгрузки изделий.
На рис. 1 продемонстрирована схема одного из конвейерных агрегатов для ультразвуковой очистки. Тару с изделиями, идущими на обезжиривание, устанавливают на столик. Тут же находится окно, через которое подвески, непрерывно движущиеся сверху вниз, загружают изделиями.
Подвески опускаются в ультразвуковую ванну, в передней части которой имеется карман для слива загрязненного раствора. Наряду с этим загрязнения удаляются потоком раствора, текущего навстречу подвескам.
Карман ультразвуковой ванны закрыт сеткой, предотвращающей попадание случайно выпавших при загрузке изделий в насосное устройство.
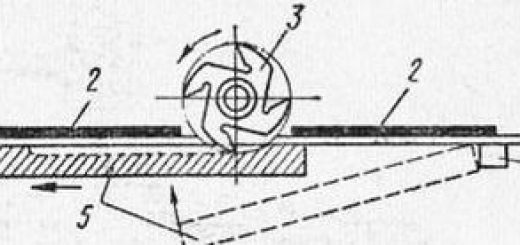
Рис. 2. Ультразвуковая установка для притупления и снятия заусенцев острых кромок
Проходя через эту часть ванны, изделия нагреваются до температуры моечного раствора, некая часть загрязнений удаляется благодаря обоюдному перемещению подвесок с изделиями и моющего раствора.
При предстоящем перемещении подвески проходят на расстоянии 15—25 мм от поверхности магнитострикционных преобразователей, где происходит ультразвуковая очистка изделий. Четыре преобразователя ПМС-6М мощностью 2,5 кВт любой находятся в два последовательности.
Для обеспечения более равномерной обработки задний последовательность перемещён довольно переднего. Магнитострикционные преобразователи возбуждаются от ультразвукового генераторатипаУЗГ-ЮУ.
Подвески с изделиями, выходящие из ультразвуковой ванны, обмываются под душем в зоне А свежим моющим раствором. Температура моющего раствора регулируется паровым регулятором прямого действия.
По окончании ультразвуковой ванны изделия поступают в зону промывки Б, пассивирования В и второй промывки Г. Тёплая вода в зону промывки подается из бойлерной совокупности, а пассивирующая жидкость — из бака емкостью 500 л.
Верхняя ветвь конвейера проходит через сушильную камеру, в которой установлены электронагреватели. Для регулирования температуры сушки нагреватели объединены в три группы.
В конце сушильной камеры имеется упор, что опрокидывает подвески и обработанные изделия по лотку 9 поступают в тару. Территория разгрузки освещается светильником.
Перемещение конвейера осуществляется посредством электродвигателя через два редуктора и коробку скоростей на четыре скорости перемещения, что разрешает в широких пределах регулировать режим очистки. Производительность агрегата зависит от характера загрязнения, состава моющего раствора, формы, размеров и конфигурации изделий.
интенсивность и Качество ультразвуковой очистки изделий обусловливается режимом и мощностью работы магнитострикционных преобразователей, формой и размером изделий, состоянием поверхности, составом и температурой моющей жидкости.
Притупление острых кромок и снятие заусенцев. Изюминкой ультразвуковой очистки есть то, что за счет кавита-ционных и других физических явлений, появляющихся под действием ультразвуковых колебаний, происходит не только очистка и обезжиривание, но и удаление с поверхности изделий небольших заусенцев, притупление острых кромок.
Так, для удаления заусенцев с миниатюрных алюминиевых изделий используютя водные растворы едкого натра 5—10% концентрации. Во многих случаях в раствор додают 4—5% борной кислоты, марганцевокислого калия либо нитрита натрия.
Полученный раствор перед применением разбавляют водой в отношении 1 : 10.
На рис. 2 приведена схема ультразвуковой установки для снятия заусенцев, окалины, притупления острых кромок на небольших и прецизионных подробностях. Рабочая камера с нужным упрочнением поджатия установлена на торец излучателя.
Для обеспечения равномерности обработки за счет перемешивания изделий камера имеет полусферическую форму. Таковой профиль камеры снабжает постоянное соскальзывание изделий к ее центру.
Для поджатия камеры к излучателю и плотного прижатия крышки с резиновой прокладкой имеется механизм поджима. Камера имеет водяное охлаждение, для чего сливной штуцер магнитострикционного преобразователя соединен с охлаждающей трубкой камеры.
Для в камере избыточного давления сжатый воздушное пространство подведен по трубопроводу. Установка комплектуется двумя камерами.
Поочередно одна камера с подробностями находится на излучателе, а вторая находится на загрузке и разгрузке.
При генерации ультразвуковых колебаний в центре камеры образуется интенсивный поток моющей жидкости, направленный вверх. Он увлекает за собой обрабатываемые изделия.
Достигнув определенной высоты, изделия по сферической части камеры соскальзывают к ее центру и опять подбрасываются потоком вверх. В следствии изделия постоянного перемещаются в ультразвуковом поле, чем обеспечивается равномерность их обработки.