Выбор связывающего вещества
")
Связывающее вещество круга имеет большое, если не громаднейшее, значение для верной работы круга.
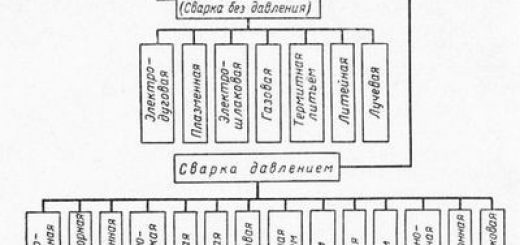
В современной практике массового производства, в основном (на 90%), употребляются шлифовальные круги, имеющие керамические связывающие составы (по-английски «vitrified»), складывающиеся из разных видов глины либо полевого шпата в различных пропорциях и обжигаемых при больших температурах. Эти вещества дают пористые круги высокого качества, по их основной недочёт — громадная хрупкость, исходя из этого для узких, профилированных кругов и кругов, требующих но собственной работе громадной эластичности, употребляются растительные связывающие вещества, имеющие в собственном составе: резину, шеллак, бакелит и пр. и носящие заглавия соответственнс этим материалам 1.
Эти последние круги, одпако, менее пористы, трудятся медленнее, более нагреваются (отчего в большинстве случаев связывающее вещество довольно часто делается клейким и содействует забиванию шлифующей поверхности круга, круг «засаливается»); исходя из этого такие круги не годятся для снимания громадной стружки. Помимо этого, круги второй категории в большинстве случаев и более дороги. Используются они для работы, где необходимы узкие и сложные профильные круги и т. п.
Останавливаясь на керамических кругах, нужно заявить, что особенно громадное значение для работы круга имеет твердость связывающего вещества, которая должна быть такой, дабы обеспечить своевременное выпадение затупившегося кристалла и, так, сделать круг как бы самозатачивающимся. При избыточной твердости связывающего вещества круг скоро притупляется (как говорят «засаливается» и не берет), при же через чур малой твердости круг режет прекрасно, но через чур скоро изнашивается, кроме того теряет собственную форму.
Но лучше иметь круг пара более мягкий, чем излишне жёсткий, поскольку при первом возможно продолжительнее поддерживать непрерывность работы (в случае если лишь он наряду с этим не так мягок, дабы скоро терять форму). Так термины «жёсткий» и «мягкий» круг относятся не к шлифующему материалу, а к связывающему составу.
В отношении выбора связывающего состава возможно сделать следующие практические указания:
1. Степень твердости круга должна быть в обратном соотношении к твердости обрабатываемого металла, поскольку более жёсткий обрабатываемый металл стремительнее затупляет зерно и его стремительнее нужно удалять. Для мягкой стали направляться брать более жёсткие круги (и неплотную структуру), а для жёсткой и закаленной стали — более мягкие (с плотной структурой).
2. Для правильной (окончательной) шлифовки нужно брать более мягкие круги (и плотную структуру), так как они лучше сохраняют режущие особенности и дают меньшее давление на изделие, а значит, и меньшее коробление
3. Но для весьма мягких металлов, как то: латунь, мягкая латунь и др., направляться брать особенно мягкие круги, поскольку жёсткие в этом случае скоро забиваются стружкой и перестают резать.
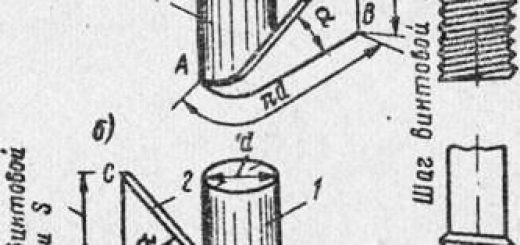
4. Громадное значение имеет протяженность дуги либо поверхность соприкосновения круга с обрабатываемым предметом. Чем больше эта протяженность дуги либо поверхность, тем мягче должен быть круг и менее плотна структура, поскольку в этом случае время резания и притупляемость зерна будет, конечно, больше.
Так, при внутренней шлифовке, при шлифовке лобовой поверхностью круга (чашечным кругом), и при круглом шлифовании громадных диаметров изделий кругами кроме этого громадных диаметров — направляться выбирать более мягкие круги (с неплотной структурой).
5. С повышением ширины круга направляться кроме этого брать более мягкий круг.
6. Подобное влияние имеет и скорость реэания круга, т. е. при пользовании большей скоростью направляться круг выбирать более мягкий, поскольку в этом случае зерно в единицу времени будет выполнять громадную работу и его нужно стремительнее удалять.
7. При громадной скорости изделия (относительно скорости круга), направляться приятель брать жёстче чтобы не было чрезмерного его срабатывания (так как срабатывание круга зависит сильно от изделия скорости и соотношения круга).
8. Полые и узкие изделия, не хорошо отводящие тепло, кроме этого направляться шлифовать более мягкими кругами.
9. Не валы и сплошные поверхности с выбранными пазами лучше шлифовать, напротив, более жёсткими кругами, поскольку отделение затупившихся зерен в этом случае идет более интенсивно.
10. Более небольшое зерно требует более мягкого связующего вещества, поскольку его притупляемость в этом случае довольно больше; при других равных условиях круг с небольшим зерном трудится как более жёсткий.
11. Имеет кроме этого значение стабильность и жёсткость шлифовального станка, изделия хода и правильность шпинделя, — при надлежащем соблюдении этих условии направляться пользоваться более мягкими кругами, поскольку неспокойный ход и дрожание станка содействует более стремительному выпадению зерен, и, следовательно, будет более верно использовать тут более жёсткий круг.
В качестве неспециализированного заключения нужно заявить, что в случаях, в то время, когда на первом замысле стоит требование производительности станка и высокого режима резания, направляться идти в сторону более мягкого круга, но нужно не забывать, что получающиеся наряду с этим преимущества будут покупаться в первую очередь за счет большего расхода кругов.
Твердость связывающего круга компаниями дается разнообразными обозначениями. Самый созданной нужно признать шкалу твердости кругов Нортона, не смотря на то, что с позиций систематичности и она не в полной мере удовлетворительна.
На твердость керамического круга, кроме самого связывающего вещества, имеет громадное влияние кроме этого и метод изготовления круга (давление спрессовывания, температуры и метод обжига и пр.), так как от этого зависит структура круга, т. е. расстояние зерен друг от друга. Исходя из этого очень затруднительно сравнивание кругов разных компаний.
Определение твердости кругов, не обращая внимания на то, что существуют для этого кое-какие устройства, очень еще примитивно, значительно чаще это производится наощупь, если сравнивать с примером, вдавливая отвертку (либо зубило) в боковую поверхность круга и после этого поворачивая ее около собственной оси. По силе сопротивления устанавливают, что твердость испытуемого круга больше либо меньше такой у примерного.
Но данный очень несовершенный метод применим, очевидно, для неотёсанного сравнения и только при наличии достаточной опытности и практики.