Конечные выключатели деревообрабатывающих станков
Серьёзным элементом совокупностей автоматического управления являются конечные выключатели. Их применяют для переключения и ограничения хода отдельных узлов станка.
В деревообрабатывающих станках самый распространены конечные выключатели ВК-411 (рис. 1) и ВК-211. Они имеют контакты, каковые замыкаются либо размыкаются при нажатии на их приводной элемент движущимися деталями станка.
Приводным элементом в выключателе ВК-411 помогает утопляемый стержень, а в выключателях ВК-211 —поворотный рычаг. В выключателях того и другого типа
имеется по две пары контактов: одна пара размыкающих и вторая пара замыкающих. При действии узлов либо деталей станка на элементы выключателей размыкающие контакты размыкаются, а замыкающие контакты замыкаются, замыкая (либо размыкая) цепи управления пусковыми устройствами.
Выключатель ВК-411 используют при скорости перемещения узла станка, влияющего на стержень выключателя, равной 0,4 —0,5 м/с либо выше, а при меньшей скорости— выключатели ВК-211 мгновенного действия, на работу которых скорость перемещения детали станка не оказывает влияния: кроме того при предельно медленном нажатии подробности на рычаг конечного выключателя контакты его срабатывают мгновенно.
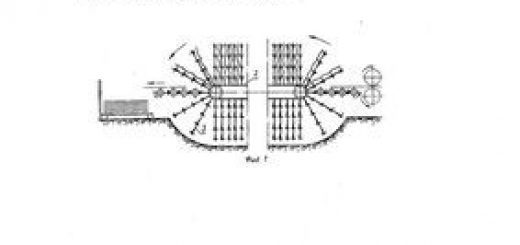
На рис. 2, а продемонстрирован узел механизма станка, в котором суппорт приводится в перемещение от электродвигателя через промежуточную передачу тросом.
В ходе работы суппорт сначала перемещается справа налево, достигая крайней левой точки, по окончании чего возвращается в исходное положение. Крайнее левое положение суппорта ограничивается кольцом, закрепленным на штанге, а крайнее правое положение— вторым кольцом, надетым на эту же штангу.
Схема управления реверсивным электродвигателем данного узла станка приведена на рис. 2, б. Эта схема используется, в то время, когда от нажима кнопки «Пуск» органы станка должны сделать перемещение сначала в одном направлении, после этого в обратном, остановиться в исходном положении и отключить электродви гатель.
Рис. 1. Конечный выключатель ВК-411: 1 — стержень с контактными пластинками, 2 — корпус, 3, 4 — подвижные контакты, 5 — неподвижные контакты, 6 — зажимы
")
Рис. 2. Узел станка с возвратно-поступательным перемещением суппорта (а) и схема управления им (б): 1 — ручьевой барабан, 2 — червячный редуктор.
3 — ременная передача, 4 — электродвигатель суппорта, 5 — натяжной блок, 6 — трос, 7 — шпиндель, 8 — суппорт, 9 — электродвигатель шпинделя, 10 — кольцо, 11 — штанга, 12 — направляющие, 13 — конечный выключатель, 14 — станина
Главным рубильником Р производится подключение всей совокупности к сети переменного тока. Для включения электродвигателя предусмотрен реверсивный магнитный пускатель с двумя контакторами: ПМВ — для включения двигателя вперед и ПМН — назад.
При нажатии кнопки «Пуск» ток поступает в цепь питания катушки ПМВ от фазы JIa к фазе JI2 через размыкающие контакты кнопки «Стоп» и замыкающие контакты кнопки «Пуск», через контакты BK и ПМН-1, катушку ПМВ и размыкающие контакты тепловых реле 1РТ и 2РТ. Контактор ПМВ срабатывает и силовыми контактами подключает электродвигатель для перемещения суппорта станка влево.
Наряду с этим замыкаются блок-контакты ПМВ-1, ток поступает в катушку кроме пусковой кнопки и размыкаются блок-контакты ПМВ-2 контактора ПМН, что делает неосуществимым включение в один момент обоих контакторов.
По достижении узлом станка положения, при котором суппорт, упираясь в кольцо 10, воздействует на включенный в схему конечный выключатель, контакты ВК выключаются, размыкая цепь питания катушки ПМВ и выключая этим цепь питания электродвигателя. Наряду с этим блок-контакты ПМВ-2 занимают исходное положение, а замыкающие контакты BKi замыкают цепь питания катушки ПМН.
Контактор ПМН срабатывает и включает электродвигатель на вращение в противоположную сторону (к примеру, на опускание стола). Блок-контакты ПМН-1 разрывают цепь питания контактора ПМН, делая неосуществимым его включение.
По данной схеме при обратном ходе деталь станка обязана всегда воздействовать на конечный выключатель.
В то время, когда узел станка с обработанной заготовкой займет исходное положение, конечный выключатель освобождается, контакты BKi Раз* рывают цепь питания катушки ПМН и контактор ПМН выключается, отключая электродвигатель.
Дабы повторить цикл, нужно опять надавить кнопку «Пуск». Для остановки двигателя в любом положении нажимается кнопка «Стоп», цепь питания обеих катушек магнитного пускателя размыкается и двигатель останавливается.
Дабы действие узла станка на конечный выключатель длилось в течении всего хода назад, в кинематическую цепь узел станка — контактор ВК вводят промежуточное звено в виде штанги с двумя переставляемыми упорами. При перемещении из исходного в крайнее верхнее положение узел станка не воздействует на конечный выключатель BKi до тех пор, пока не достигнет упора и не переместит штангу.
Перемещаясь, штанга нажимает на конечный выключатель и переключает схему на обратный движение электродвигателя. При обратном ходе штанга остается на месте, нажимая на конечный выключатель, пока узел не займет исходного положения, при котором он, действуя на упор, переместит штангу, высвободив конечный выключатель, причем контакт ВКг разомкнет цепь катушки ПМН и двигатель остановится.
В некоторых станках современных конструкций контактные конечные выключатели в совокупности управления заменяются бесконтактными датчиками. Отсутствие электрических контактов в таких датчиках упрощает их обслуживание и повышает надежность работы совокупности управления.
В деревообрабатывающей индустрии используют бесконтактные датчики БВК-24, корпус которых выполнен из эпоксидной смолы. В него герметически вмонтированы элементы датчика.
От корпуса отходят лишь три провода. Достаточно алюминиевой пластинке, установленной на движущемся элементе станка, занять определенное положение относительно датчика, как он отправляет электрический сигнал в цепь управления на остановку элемента либо на одновременное прекращение перемещения одного начала и элемента перемещения другого элемента станка.
Бесконтактные датчики характеризуются мгновенным действием, надёжностью работы и точностью срабатывания. Благодаря отсутствия и герметичности контактов срок работы бесконтактных датчиков фактически не ограничен.